











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
1. INTRODUCCIÓN
El dióxido de carbono (CO2) es un gas generado tanto por fuentes naturales como artificiales. Actualmente, se considera el principal contribuyente del aumento del efecto invernadero, que conduce al calentamiento global [1], [2]. Por tanto, el desarrollo de tecnologías para la recuperación y aprovechamiento de este gas son de gran importancia para la mitigación de los gases de efecto invernadero y la reducción de sus efectos ambientales negativos [3], [4].
La fermentación es una etapa crucial en el proceso de obtención de etanol, en la cual se generan aproximadamente 950 kg de dióxido de carbono (CO2) con concentraciones iniciales que varían entre 80 a 98 % (v/v) por cada 1 000 kg de etanol producido (por cada 100 g de glucosa se forman 51,1 g de etanol y 48,9 g de CO2) [5], [6]. Recuperar y procesar este gas podría proporcionar una nueva fuente de ingresos [7] en los países productores de etanol, así como reducir las emisiones de gases de efecto invernadero.
Existen diferentes tecnologías de recuperación y purificación de CO2: Buse, Krones, Haffmans, Techno Engineering y Unión. Mediante estas tecnologías, se obtiene CO2 altamente purificado que se usa en disímiles sectores industriales [8]-[12]. En Cuba son muy pocas las destilerías que recuperan CO2 [13] la tecnología que se emplea es similar a la Buse.
En la recuperación y purificación de CO2 deben considerarse dos aspectos importantes: I) producción con la pureza necesaria para el proceso de fabricación y envasado y II) la capacidad de recuperación y purificación del gas con el menor costo posible [9]-[13].
El análisis integral del proceso de producción de etanol implica la consideración de la recuperación de CO2 como parte del proceso, no solo para mitigar la contaminación ambiental, si no para contribuir a su eficiencia energética. En el proceso de recuperación y purificación de CO2 una mejora en la eficiencia energética del ciclo de refrigeración puede conducir a una importante reducción del consumo de energía [14]. En este sentido resulta de gran importancia el empleo de la simulación de procesos.
El uso de los simuladores facilita la comparación entre procesos, identificar las posibilidades de mejoras y puntos posibles de integración. Si se dispone de datos termodinámicos fiables y se conocen las condiciones de funcionamiento reales, modelos de equipos, entre otros, se puede simular el comportamiento de una planta real [15], [16]. En este sentido, existen investigaciones recientes [17], [18] y [19] donde se hace uso de la simulación para evaluar procesos de recuperación de CO2. En [17] se utiliza el simulador Aspen Plus y en [18], [19] se emplea el simulador Aspen Hysys para evaluar procesos de captura y evacuación de CO2 postcombustión.
En la actualidad, no se cuenta con un modelo de simulación que facilite la evaluación del área de recuperación y purificación de dióxido de carbono producido en la etapa de fermentación de una destilería de etanol, por lo que en este trabajo se propone como objetivo obtener un modelo de simulación validado en Aspen Hysys v10.0 para la evaluación de la etapa y el análisis de modificaciones futuras.
2 MATERIALES Y MÉTODOS
2.1 Descripción del proceso de recuperación y purificación de CO2
El CO2 al abandonar los fermentadores pasa por unas columnas lavadoras con agua a 25 °C, posteriormente se envía al gasómetro donde se almacena, para pasar a la columna de lavado con permanganato de potasio con concentración 4,4 g/L. Para que las gotas de la solución de permanganato no pasen con el gas hacia el compresor reciprocante, en la parte superior de la salida del lavador de gas se coloca un separador de gotas, el que retiene las gotas arrastradas.
El CO2 lavado se comprime en dos etapas de compresión. En la primera etapa el CO2 (g) entra a una temperatura de 25 °C y una presión de 0,15 MPa y sale a 125 °C y 0,49 MPa. El CO2 comprimido se enfría a presión constante, en el enfriador de la primera etapa desde 125 °C hasta 46 °C, eliminándose el incremento de energía del gas obtenido durante la compresión, por medio de agua de enfriamiento a 29 ºC. Las gotas de agua arrastradas con el CO2 condensan, por lo que después de ser enfriado el gas a la salida de la primera etapa, pasa por un separador de gotas, y el agua separada se envía a la zanja, a través de los purgadores de agua de condensación que hay después de cada etapa.
En la segunda etapa el CO2 entra a 46 ºC y 0,49 MPa comprimiéndose hasta una presión final de 1,6 MPa y 140 ºC, enfriándose en el enfriador de la segunda etapa desde 140 ºC hasta 30 °C. El gas continúa húmedo y comprimido hacia los secadores de sílica gel. Seguidamente el CO2 pasa por los dos purificadores de carbón activado conectados en serie. Posteriormente se filtra para retener las posibles impurezas arrastradas.
El CO2 ya lavado, comprimido, secado, purificado y filtrado pasa hacia el proceso de licuación, utilizando como medio de enfriamiento amoníaco líquido. La licuación del CO2 se realiza en un intercambiador de tubos y coraza. El CO2 circula por el interior de los tubos y el amoníaco por la coraza del intercambiador. El CO2 ya licuado a una presión de 1,6 MPa y a una temperatura de -28,55 ºC sale del intercambiador y se envía hacia los tanques de almacenamiento. Dichos tanques cuando están vacíos a la presión atmosférica, antes de adicionarles el CO2 ya licuado, se llenan con CO2 gaseoso. Es por este motivo que encima de cada tanque hay una válvula con una tubería de entrada de CO2 proveniente del filtro cerámico, por lo que se llena primero con CO2 (g) a 1,6 MPa y después se empieza a llenar con CO2 (l) a 1,6 MPa y, a medida que se va llenando el tanque, va desplazando el CO2 (g), el cual se envía hacia la tubería de entrada del licuefactor.
El vapor saturado de amoníaco que sale del colector del tope del intercambiador se envía a un compresor de dos etapas con enfriador intermedio que usa agua de enfriamiento a 29 ºC A la salida de la segunda etapa de compresión, pasa por el condensador de tubos y coraza (donde el gas pasa por la coraza y el agua de enfriamiento por los tubos del intercambiador), hasta licuarse. El amoniaco líquido se almacena en el colector de líquido ubicado debajo del condensador.
Los datos que se presentan fueron recolectados de la instrumentación del sistema de control de la planta y se seleccionaron los valores más frecuentes de operación.
2.2 Obtención del modelo de simulación
En este trabajo se realizó el análisis del área de recuperación y purificación de CO2 de una destilería cubana. Para la simulación del proceso se empleó el simulador Aspen Hysys v10.0 y se crearon dos listas de componentes. En la Tabla 1 se presentan los componentes seleccionados.

Para la estimación de las propiedades, en el caso de la lista de componentes 1, se seleccionó el paquete de propiedades NRTL para el equilibrio entre el agua y las sustancias orgánicas a bajas presiones en la fase líquida e Ideal para la fase vapor; y para la lista de componentes 2 se usó el modelo de Antoine [20], aplicable para sistemas a bajas presiones y considerando que el comportamiento de la fase líquida es ideal [15].
2.3 Simulación de la recuperación y purificación de CO2
Para la construcción del modelo de simulación se emplearon 11 módulos: Heat exchanger, Tee, Mixer, Pump, Air cooler, Set, Tank, Component splitter, Valve, Compressor y Absorber. El módulo Tank se utilizó para simular la disolución de permanganato de potasio en agua. La columna lavadora con agua y con permanganato de potasio se representó con el módulo Absorber, suministrando como dato la caída de presión (ΔP = 0 kPa).
El módulo Heat exchanger se utilizó para simular el enfriamiento del CO2. El módulo Tee permitió simular las divisiones de flujo de agua hacia los enfriadores y condensadores. El módulo Mixer se empleó para la simulación de los puntos de mezcla del agua caliente proveniente de los enfriadores y condensadores. El módulo Pump simula los equipos de bombeo con una eficiencia adiabática de 75 %.
El módulo Air cooler (torre de enfriamiento) simula el proceso de enfriamiento del agua; se consideró que no hay caída de presión (ΔP = 0 kPa). El módulo Set permite simular la relación entre los flujos de dos corrientes en un primer caso entre el agua de lavado y el CO2 (multiplicador: 1,5) y en otro entre el KMnO4 y el agua de lavado (multiplicador: 225). Los valores del multiplicador se establecieron en correspondencia con los parámetros de operación en la planta. El módulo Component splitter se utilizó para simular la eliminación de la humedad que arrastra el CO2. El módulo Valve se utilizó para simular las válvulas reductoras de presión suministrando como dato (ΔP = 1310 kPa). El módulo Compressor se empleó para aspirar el gas al pasar por las columnas de lavado. Los compresores de CO2 y NH3 son compresores reciprocantes. El modelo de simulación obtenido se presenta en la Figura 1. En la Tabla 2 se presentan los datos de las corrientes para la simulación.
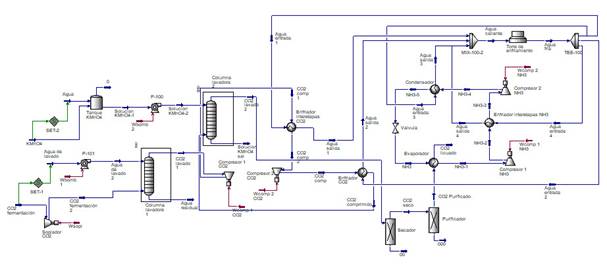
Fuente: elaboración propia.
Figura 1 Modelo de simulación del proceso de recuperación y purificación de CO2

2.4 Validación del modelo de simulación
La validación del modelo de simulación obtenido se realizó a partir de la comparación de los resultados del simulador Aspen Hysys v10.0 con los datos reales del proceso y con la bibliografía consultada en correspondencia con cada modelo. Se calculó el error relativo para conocer en qué medida difieren los resultados.
2.5 Alternativas estudiadas
A partir de la evaluación de las condiciones actuales de operación de la planta, el riesgo que representa la manipulación del NH3 y el interés de analizar si es posible incrementar la eficiencia energética del ciclo de refrigeración, que puede reducir el consumo de energía en el proceso, se realiza el rediseño del ciclo de refrigeración donde se evaluaron cinco alternativas tecnológicas, con refrigerantes aprobados por el Protocolo de Montreal relativo a las sustancias que agotan la capa de ozono, para garantizar el menor porcentaje de pérdidas de calor y condiciones óptimas de operación del compresor:
Alternativa 1. Sustitución del refrigerante R-717 (NH3) por el 404a. El R-404a es una mezcla ternaria compuesta por 44 % (p/p) de pentafluoroetano (R-125), 52 % (p/p) de trifluoroetano (R-143a) y 4 % (p/p) de tetrafluoroetano (R-134a).
Alternativa 2. Sustitución del refrigerante NH3 por R-290 (C3H8).
Alternativa 3. Sustitución del refrigerante NH3 por R-152a (C2H4F2).
Alternativa 4. Sustitución del refrigerante NH3 por R-600a (C4H10).
Alternativa 5. Sustitución del refrigerante NH3 por R-417a.
El R-417a es una mezcla ternaria compuesta por 46,6 % (p/p) de pentafluoroetano (R-125), 50 % (p/p) de tetrafluoroetano (R-134a) y 3,4 % (p/p) de butano (R-600a).
Las condiciones para el rediseño del ciclo de refrigeración son las siguientes:
Variar la presión de succión del compresor para que la diferencia de temperatura entre el refrigerante y la temperatura del CO2 en el evaporador se encontrara entre 3 - 5 °C.
Variar la presión intermedia del compresor para que se cumpla que la razón de compresión de las etapas 1 y 2 sean iguales e igual a la razón de compresión óptima.
Buscar la temperatura de descarga para cada etapa, que garantice una eficiencia en el compresor entre 78 - 80 % [21].
En la Tabla 3 se presentan los datos empleados para la simulación de las alternativas.

2.6 Cálculo de los indicadores energéticos fundamentales
Para la caracterización de las condiciones energéticas de funcionamiento de un ciclo de refrigeración, se usaron los indicadores energéticos de funcionamiento. Para la evaluación del ciclo de refrigeración del caso base y de las alternativas 1-5 se consideraron los siguientes indicadores operacionales:
Capacidad de refrigeración: Para la determinación de este indicador se siguió el procedimiento de cálculo planteado por [20]. La evolución del calor sensible se determinó por (1).

Donde mrefrigerante es el flujo del refrigerante (kg/s) y ΔH es la variación de entalpía (kJ/kg). El trabajo de compresión se determina a partir de la suma del trabajo de compresión de los ciclos de refrigeración por (2), en este caso se trabajó para dos ciclos.

Donde W f , W f1 , y Wf 2 es el trabajo de compresión total, etapa 1 y etapa 2, respectivamente. El trabajo del motor se determinó por (3).

Donde W motor es el trabajo del motor, nmec es el rendimiento mecánico, nelet es el rendimiento eléctrico y ntrans es el rendimiento de transmisión. El rendimiento mecánico debe estar entre 0,85 - 0,96, el rendimiento eléctrico entre 0,8 - 0,9 y el rendimiento de transmisión entre 0,95 - 1 [21]. Para el cálculo del rendimiento del ciclo se consideran valores de dichos rendimientos. Se fijó un valor de rendimiento mecánico de 0,91, de rendimiento de transmisión de 0,98 y de rendimiento eléctrico de 0,85. El calor rechazado en el condensador se calculó por (4).

La productividad volumétrica se determinó por (5).

Donde γ es la productividad volumétrica (kJ/m3), h salida es la entalpía a la salida del evaporador (kJ/kg), h entrada es la entalpía a la entrada del evaporador (kJ/kg) y V esp es el volumen específico a la salida del evaporador (en la succión) (m3/kg). El coeficiente de funcionamiento (COP) se calculó mediante (6).

Donde q es el efecto refrigerante (kJ/kg]), W c es el trabajo de compresión (kJ/kg), Q es la capacidad de refrigeración (kW) y P r es la potencia real demandada por compresor (kW). El coeficiente de funcionamiento de Carnot se estimó por (7).

Donde COPCarnot es el coeficiente de funcionamiento del ciclo de Carnot, Tevap es la temperatura de evaporación a la presión del evaporador (K) y Tcond es la temperatura de condensación a la presión del condenador (K). El rendimiento relativo se determinó por (8).

Donde COPreal es el coeficiente de funcionamiento del ciclo de refrigeración real y COPCarnot es el coeficiente de funcionamiento del ciclo de Carnot.
2.7 Casos de estudios
2.7.1 Influencia del aumento de la temperatura de succión de las etapas 1 y 2 sobre variables del proceso
Con el objetivo de analizar la influencia que tiene la temperatura de succión y descarga en el compresor sobre algunas variables importantes del proceso, se realizó un estudio de caso del sistema de refrigeración, del modelo de simulación del proceso de recuperación y purificación de CO2, para cada una de las alternativas estudiadas.
Para el primer caso se toma como variable independiente la temperatura de succión en la primera etapa de compresión con un paso de 3 °C y como variable dependiente la eficiencia y el trabajo del compresor. Para el caso 2, como variable independiente la temperatura de descarga en la segunda etapa de compresión y la eficiencia, el trabajo del compresor y el calor cedido en el condensador como variables dependientes.
3. RESULTADOS Y DISCUSIÓN
3.1 Validación del modelo de simulación
En la Tabla 4 se presentan los resultados de la simulación del proceso de recuperación y purificación de CO2 y su validación.

A partir de esta comparación se concluye que el modelo de simulación obtenido queda validado con un error relativo menor al 2 % para la mayoría de los parámetros analizados, excepto para la variable “consumo de potencia del compresor de CO2” que el error relativo es de 7,8 %, lo cual es aceptable a escala industrial (< 10 %) según se plantea en [22]. Estos resultados son superiores a los obtenidos por Pérez y colaboradores [20] donde el modelo de simulación obtenido fue validado con un error relativo inferior al 15 %.
Se aprecia que para un flujo de 918 kg/h de CO2 a la entrada de la columna se logra recuperar un 99,13 %, lo que demuestra que las impurezas que puedan acompañar al CO2 lavado son mínimas. Esto es favorable ya que, el consumo del permanganato necesario para eliminar estas impurezas en la segunda columna es menor.
El flujo másico de amoníaco obtenido (295,7 kg/h) se corresponde con el criterio establecido de utilizar un flujo de NH3 menor de 1 000 kg/h según el manual tecnológico de la planta.
3.2 Comparación de las alternativas estudiadas
La refrigeración eficiente y respetuosa consiste en eliminar el empleo de refrigerantes poco sostenibles y no amigables con el medio ambiente. En la Tabla 5 se muestra un resumen comparativo de los refrigerantes empleados en las alternativas estudiadas según bondades ambientales para determinar el más eficiente ecológicamente [21].

El análisis anterior indica que no existe un refrigerante óptimo sin ningún inconveniente. El potencial de calentamiento global (GWP) del R-404a de 3 922 es superior al nivel de 2 500 impuesto por el Reglamento Europeo 517/2014 sobre gases fluorados (F-Gas) [23] para equipos de refrigeración estacionarios para temperaturas superiores a -50 °C, a pesar de esto, no daña la capa de ozono, es de baja toxicidad y no es inflamable.
Entre los hidrofluorocarbonos (HFC) el uso del R-152a parece ser una opción prometedora debido a que es respetuoso con la capa de ozono y posee bajo potencial de calentamiento atmosférico (GWP) que es inferior a 150, solo se deben enfrentar los problemas de inflamabilidad para establecerlo. Sin embargo, es importante señalar que pertenece a la categoría A2 y es menos inflamable que el R-290 y el R-600a, que también son refrigerantes prometedores y usados. Por lo que el uso del R-152a debe realizarse con personal experimentado y con las normas de seguridad adecuadas.
El orden de más a menos eficiente según lo observado es el siguiente: R-417a, R-404a, R-152a, R-290 y R-600a. En este sentido para la selección del mejor refrigerante se deben tener en cuanta en paralelo los enfoques medioambientales y técnicos.
3.3 Resultados de la simulación del rediseño de las alternativas estudiadas
En la Tabla 6 se presentan los resultados obtenidos de la simulación de las alternativas propuestas. En el caso de las alternativas 1-5 a partir del rediseño del ciclo de refrigeración, buscando obtener mayor rendimiento.
Las modificaciones planteadas en las alternativas evaluadas no generan cambios en cuanto al consumo de potencia en el compresor de CO2. La comparación entre las alternativas, desde el punto de vista termodinámico, requiere del análisis de varios factores, por cuanto se han modificado los parámetros de operación de cada uno de los ciclos con respecto a los del caso base, o sea, se han rediseñado los ciclos.

Como se aprecia, las alternativas 1-5 tienen diferencias en la presión de entrada del refrigerante en el evaporador. Esto está motivado por haberse fijado la diferencia de temperatura entre el fluido refrigerante y el fluido enfriado en el mínimo recomendado para mantener las pérdidas exergéticas lo más bajas posibles. Al quedar fija la temperatura del refrigerante, la presión de trabajo en el evaporador corresponde a la presión de saturación a dicha temperatura, valor diferente para cada fluido refrigerante. Por otra parte, para fluidos refrigerantes clasificados como secos, se requiere sobrecalentar el vapor que sale del evaporador a los efectos de garantizar que el compresor maneje vapores sobrecalentados y no mezclas húmedas. Cuánto recalentar dependerá del fluido en cuestión, estableciéndose como criterio en este rediseño que el compresor trabajase con un rendimiento relativo interno de 0,8, valor que coincide con lo reportado en [24]. Por otra parte, la refrigeración depende de la masa de refrigerante y de la variación de entalpía entre el vapor sobrecalentado que se obtiene a la salida del evaporador y la mezcla húmeda que entra al evaporador. Esta diferencia tendrá dos componentes, el calor latente correspondiente a la diferencia entre vapor saturado y mezcla húmeda, y el calor sensible entre vapor sobrecalentado y vapor saturado. Mientras mayor sea la humedad de la mezcla húmeda mayor será la contribución del calor de latente (valor correspondiente para cuando la humedad sea 1 o sea el líquido saturado).
Estas diferencias entre calidad de la mezcla húmeda a la entrada del evaporador, calor latente de vaporización, temperatura de sobrecalentamiento del vapor a la salida del evaporador explican las diferencias entre los flujos másicos de refrigerante requeridos para lograr simulares capacidades de refrigeración.
3.4 Indicadores energéticos fundamentales
A continuación, teniendo en cuenta diversos criterios [25]-[27], se comparan los refrigerantes para decidir el mejor de ellos desde el punto de vista técnico.
Se requiere que el calor latente sea alto para que el consumo de refrigerante sea menor. El orden de mejor a peor sería R-600a, R-290, R-152a, NH3, R-417a y R-404a.
El volumen específico del vapor se requiere que sea pequeño para que el tamaño del compresor sea menor. El orden sería: R-404a, R-417a, R-290, R-152a, NH3 y R-600a.
Las presiones en el evaporador no deben ser elevadas y superiores a la atmosférica. El orden sería R-404a, R-290, R-417a, NH3, R-152a y R-600a.
En cuanto al COP se busca que sea el mayor. El orden sería NH3, R-290, R-417a, R-404a, R-152a y R- 600a.
El trabajo del compresor en el caso base es menor que en las alternativas estudiadas, lo que implica mayor gasto de electricidad en el compresor. El orden de los refrigerantes según gasto de electricidad, de mayor a menor gasto es el siguiente: R-600a, R-152a, R-404a, R-417a, R-290 y NH3.
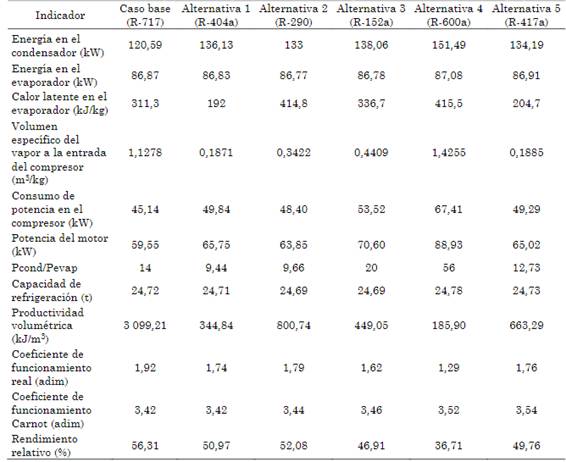
En la Tabla 7 se muestran los resultados de los indicadores energéticos fundamentales del ciclo de refrigeración, evaluados para el caso base y las alternativas estudiadas. En cuanto al calor rechazado en el condensador, las condiciones más favorables son el caso base (NH3) y la alternativa 2 (R-290), pues es menor la cantidad de energía que hay que extraer por unidad de volumen de refrigerante, y por tanto se necesita menor cantidad de agua de la torre de enfriamiento, generando así dos fuentes de ahorro, consumo de agua de enfriamiento y por concepto de consumo de electricidad.
El análisis del rendimiento relativo permite comparar cuán alejado está el ciclo real de la posibilidad de que opere entre los límites de temperaturas de saturación para las presiones de trabajo como se plantea para el ciclo inverso de Carnot. Por tanto, mientras más bajo respecto al Carnot sea el rendimiento relativo, más alejado está el sistema del comportamiento del ciclo de mayor eficiencia. En este sentido pudieran evaluarse otras alternativas para incrementar el rendimiento del ciclo como se plantea en [28], [29], destacándose un incremento del COP de hasta un 4 %, igualmente en [25] se evalúan diferentes condiciones de operación para el caso del refrigerante R-404a con valores de hasta 5,5 %.
Al comparar las cinco alternativas estudiadas, según el rendimiento relativo, se observa una diferencia menor al 20 %. Si se compara el caso base con las alternativas, se puede ver cómo el rendimiento relativo del caso base es superior en un 5,34 % para la alternativa 1, en un 4,23 % para la alternativa 2, en 9,40 % para la 3, en un 19,60 % de la 4, para la 5 en un 6,55 %. Esto se debe a que las alternativas realizadas implican un aumento de la potencia consumida en los compresores y como consecuencia el coeficiente de funcionamiento disminuye. Por lo que es este sentido y en comparación con los refrigerantes evaluados, el NH3 es el más apropiado para el proceso.
Resultados similares se presentan en [26] donde se realiza un análisis comparativo de refrigerantes tanto desde el punto de vista ecológica como energético, en este caso se plantea que tantoel R-290 como el NH3 se consideran favorables, destacándose el NH3.
En el caso de [27] se destaca el NH3 como refrigerante de cuarta generación e inocuo al medio ambiente, pero con valores de presión en el condensador y volumen especifico en vapor elevados, lo que coincide con los resultados que se presentan.
Como en las alternativas evaluadas varían la masa de refrigerante, el consumo de potencia y el flujo de agua de enfriamiento; se realizó una valoración económica a partir del índice beneficio/costo, teniendo en cuenta el costo del refrigerante, electricidad y agua; considerando los precios reportados en la planta para servicios auxiliares y en [30] para los refrigerantes. Los costos por concepto de compra de electricidad representan los mayores valores respecto al costo total, siendo superiores al 95 % en todos los casos. A partir de los elementos considerados en el análisis, se determina que las alternativas estudiadas no presentan ningún ahorro para la planta, resultando la alternativa 3 la de mayores pérdidas con un incremento del costo total de un 48 % y una reducción de la relación beneficio/costo de 0,32.
3.5 Resultados obtenidos del caso de estudio
En el desarrollo del caso de estudio para las dos etapas de compresión del sistema de refrigeración del proceso, se analizó la influencia que tiene la temperatura de succión sobre la eficiencia y el trabajo del compresor en la primera etapa y la de descarga en la segunda etapa con respecto a la eficiencia, el trabajo del compresor y el calor cedido en el condensador. Se determinó, en la etapa 1, una relación directa entre la temperatura de succión y la eficiencia del compresor (7-20 % de disminución), e inversa con respecto al trabajo (4-6 kW). En la etapa 2, con el aumento de la temperatura de descarga aumenta el trabajo de compresión (5-7 kW) para dicha etapa y el calor cedido en el condensador (0,2 kJ/h aproximadamente), mientras que la eficiencia del compresor disminuye (14-20 %).
4. CONCLUSIONES
Se desarrolló la simulación del proceso de recuperación y purificación de CO2 de una destilería cubana. El modelo de simulación desarrollado, en general, es confiable ya que el máximo error relativo es menor del 8 % y el mínimo es de 0,91 %. Se evaluaron cinco alternativas del ciclo de refrigeración: (1) cambio del refrigerante NH3 por el R-404a, (2) refrigerante R-290, (3) R-152a, (4) R-600a y (5) R-417a. Desde el punto de vista técnico la mejor alternativa es la 2 (COP y consumo de agua de enfriamiento y electricidad), pero en comparación con el caso base los resultados son inferiores (rendimiento relativo superior 5-20 %). Al rediseñar el ciclo de refrigeración, con el empleo de los nuevos refrigerantes, no se obtienen rendimientos superiores al 60 %.

