











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
INTRODUCTION
The implementation of techniques for the elaboration and characterization of composites made with fibers and resin of vegetable origin is a novel topic in the development of non-conventional materials [1]. The concern to replace synthetic fibers in order to reduce the environmental impact caused has stimulated the study and application of ecological materials in the construction industry [2]. However, to guarantee the efficient use of vegetable fibers, it is necessary to consider that despite their multiple advantages, factors such as their high content of polysaccharides can affect their performance when they are used as a reinforcement [3].
For the adequate use of vegetal fibers as reinforcement of biocomposite panels, surface treatments must be carried out. These treatments remove the non-cellulosic compounds, improving the adherence between the fibers and the polymeric resin [4,5].
Mercerization is a well-known treatment technique for vegetable fibers [6]. This method consists of the use of a sodium hydroxide solution. Treatment conditions (concentration, time, and temperature) will depend on the type of fiber to be treated [7]. With the implementation of this method, it is possible to obtain a higher surface area while decreasing the fiber diameter, which contributes to the increase in the strength of the material, fundamentally when it is subjected to axial loads [8]. On the other hand, the water retention values of the fibers are lower due to the modifications in the fiber structure [9].
Another chemical method that can be used to efficiently remove lignin is ozone treatment. With this treatment, several polar groups are introduced on the surface of the material to be treated through oxidation processes, which results in a greater wettability of the material and a notable increase in its mechanical performance [8]. According to Du et al. (2022), ozone oxidation can partially destroy the alkyl aryl ether linkages in the lignin structure, oxidizing the hydroxyl groups of the lignin side chains [10].
Because they are considered clean processes, currently, physical modification treatments have gained importance in treating the surface of vegetable fibers. One of the physical methods that can be used for the surface modification of the vegetal fibers is plasma treatment. In this method, the plasma is obtained in a chamber with a defined volume of gas, to which an electric field is applied. Argon, helium, and methane gasses can be used in this treatment [11].
In recent years, experimental results that present the physical and mechanical properties of polymeric matrix composites reinforced with fibers of plant origin have been published. However, to date, it is still necessary to delve into the efficiency of surface treatments and their mechanism of action. On the other hand, due to the complexity of the material, currently, there are few studies that contrast the experimental results with results obtained through numerical modeling. In the present investigation, a comparison of the properties of composites made with fibers treated with different surface modification methods is carried out and the results are validated by means of models elaborated with a commercial finite element software. The results obtained can contribute to the implementation and development of manufacturing processes in which the appropriate treatment is carried out on the constituent materials, which can lead to an improvement in the properties of the compound in terms of both resistance and durability.
This paper presents the effect of the surface treatment of the fibers on the physical and mechanical properties of a biocomposite reinforced with randomly distributed bamboo fibers. For the analysis, four case studies were investigated, according to the treatment applied to the fiber surface: untreated fibers, fibers treated with a mixture of cold plasma of methane and argon, ozone, and mercerization. For the prediction of the mechanical behavior of the composite, a finite element model was developed, using commercial software. The results of the numerical model were compared with the experimental results.
1. MATERIALS, METHODS, AND CHARACTERIZATION
1.1 Materials
To carry out this study, fibers extracted from the bamboo culms of the Guadua angusti-folia Kunth species and a bio-component vegetable resin from castor oil were used. The selection of the resin was based on previous results published by the authors, available in the consulted bibliography [12,13]. Additionally, among the selection criteria, the information provided by the product supplier was considered in terms of factors such as durability, resistance to ultraviolet rays, tightness, adherence, and volumetric shrinkage after curing. The composition and physical and chemical properties of the resin components are presented in Table 1.
Table 1 Properties of vegetal resin
| Properties | Component A | Component B |
|---|---|---|
| Nomenclature | 4.4-diphenylmethane polymeric diisocyanate | fatty acid ester |
| Chemical family | isocyanate | polyester polyol |
| Form | viscose | viscose |
| Boiling point | 190 °C | 313 °C |
| Melting point | -14 °C | -10 °C |
| Vapor pressure | 0.00014 mmHg a 25 °C | <0.8 mmHg a 20 °C |
| Density (g/cm3) | 1.22 a 25 °C | 0.98 a 25 °C |
| Dynamic viscosity | 200 cP | 930 a 1200 cP |
| Free isocyanate | 30 % | - |
Source: own elaboration.
A grinding system was used for obtaining the fiber bundles. The crushed material was classified according to its size, using a mechanical sieve. For its use as reinforcement, fibers of 10 mm in length and an average diameter of 0.8 mm were selected. For the treatment of the surface of the fibers, three procedures were used: mercerization, plasma, and ozone. These procedures are described below.
Mercerization: The fibers were immersed in a 10 % sodium hydroxide solution for 24 hours. A sodium hydroxide solution with a concentration of 20 % m/v was used. Distilled water was used for the preparation of the solution. Subsequently, washing with distilled water was carried out, and the material was dried in an oven at 60 °C until an anhydrous condition was reached [12-13].
Plasma: The fibers were treated by a cold plasma with a mixture of precursor gases containing 50 % methane and 50 % argon, with a total mass gas flow of 10 sccm. A DC voltage of -700 V and a working pressure of approximately 27 Pa were kept for 12 minutes [12-13].
Ozone: The ozone treatment was carried out using the Clearwater Tech LLC 300P 120 V/60 HZ generator with a 1100 mm-high cylindrical tube. The fibers were treated for 60 minutes. [12-13].
1.2 Fiber Characterization
The fiber density was determined using the pycnometer method, following the recommendations described in the ASTM D8171-18 standard specifications [14]. For the determination of the moisture content and the absorption capacity, 50-fiber bundles of 0.05 m in length were evaluated before and after surface treatments, using the procedure described in the standard specifications [14]. The tensile strength of the fibers was determined according to the ASTM 1554-14 specifications [15]. For the evaluation of the effects of the surface treatments on the morphology, composition, and crystallinity of the fibers, scanning electron microscopy (SEM), X-ray energy dispersion spectrometry (EDX), and X-ray diffraction (XRD) techniques were used. The procedure is described below:
SEM and EDX: A Hitashi S-570 electron microscope was used, using a bombardment of electrons at 40 kV [12-13]. The EDX elemental analysis of the samples was measured in micrographs with 400x magnification.
X-ray diffraction: A PANalytical XPert PRO MRD X-ray diffraction system was used. [12-13]. Based on the diffractograms, the crystallinity index was calculated using the Gaussian method.
1.3 Numerical model
The numerical model was developed by means of the finite element analysis technique, using a commercial program. The prediction of the elastic properties of the compound was carried out based on the elastic properties of the constituent materials, using the modified mixture rule for anisotropic materials [16]. A laminate composed of six sheets with orientation [-60 /-45 / -30 / 30/45/60] was considered. The elastic properties of the composite are summarized in Table 2, where E is the longitudinal modulus of elasticity, G is the transverse modulus of elasticity, ϑ is Poisson's ratio for each of the main directions of the compound, and NT, MT, PT, and OT refer to non-treated, mercerized, plasma-treated, and ozone-treated fiber-reinforced panels, respectively. The subscripts 1, 2, and 3 refer to the three main directions.
The finite element mesh was constructed using a quadrilateral shell element with reduced integration (SR4S type). To determine the refinement of the mesh, a convergence analysis was carried out, taking as a reference the static bending behavior of specimens made with fibers treated by mercerization. For the study, the number of elements was varied, using meshes with 640, 3,876, 15,200, and 24,000 elements. According to the results and based on the processing time, a mesh of 15,200 elements was selected. The result of the convergence test is shown in Figure 1, where the X axis shows the number of elements used in the finite element mesh and on the Y axis displays the modulus of rupture (MOR) in MPa.
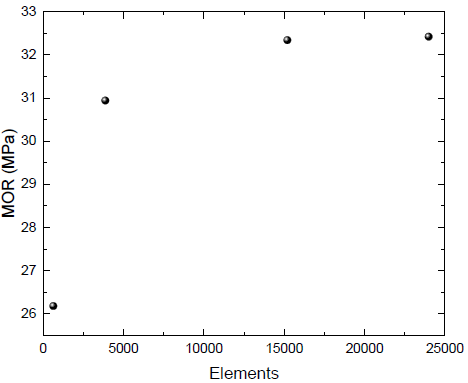
Table 2 Elastic properties of the fibers
| Properties | NT | MT | PT | OT |
|---|---|---|---|---|
| E1 (MPa) | 1,385.4 | 1,412.9 | 1,378.7 | 1,460.1 |
| E2 (MPa) | 923.6 | 941.9 | 919.1 | 973.3 |
| E3 (MPa) | 923.6 | 941.9 | 919.1 | 973.3 |
| G12 (MPa) | 461.8 | 470.9 | 459.5 | 486.6 |
| G13 (MPa) | 115.4 | 117.7 | 114.8 | 121.6 |
| G23 (MPa) | 115.4 | 117.7 | 114.8 | 121.6 |
| 0.37 | 0.37 | 0.37 | 0.37 | |
| 0.49 | 0.49 | 0.49 | 0.49 | |
| 0.49 | 0.49 | 0.49 | 0.49 |
Source: own elaboration.
1.4 Fabrication process
The manufacturing process was carried out using a 300 x 300 mm steel mold. The thickness of the panels was established as 6.8 mm. The constituent materials were mixed in a volumetric proportion of 70 % fibers and 30 % resin. The panels were manufactured through the compression method at standard room temperature (approx. 293 K) by using a hydraulic press with a load of 150 kN. The compaction time was 12 h, and the panels were cured for 168 hours.
1.5 Panel Characterization
The experimental determination of the physical properties of the panels consisted of calculating the density, the absorption capacity, and the swelling percentage at 24 hours. The physical properties were evaluated according to the specifications of ASTM D4442-16 [17]. The determination of the mechanical properties focused on the determination of tensile strength, compression strength, and modulus of rupture. To carry out the tests, the recommendations of the ASTM D1037-12 standard were applied [18]. The mechanical tests were carried out on an MTS Landmark Landmark® Servohydraulic Test Systems, using an operating range of up to 100 kN.
2. RESULTS AND DISCUSSION
The physical properties of the fibers (density and absorption capacity) were determined for fibers with a moisture content lower than 12 %. The results are presented in Figure 2.
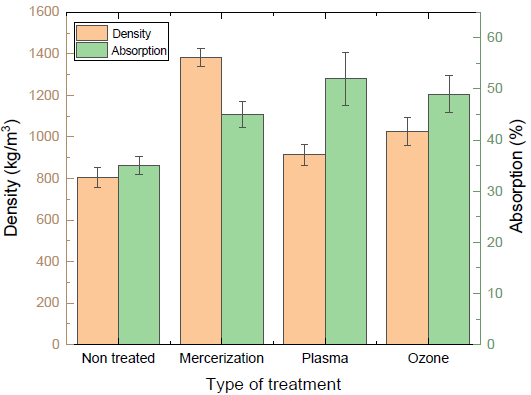
An increase in the density of the treated fibers is observed in Figure 2. This increase is more notable for fibers treated by mercerization (approx. 72 %). Similar results were presented by Cai et al. [19], demonstrating that the non-cellulosic compounds contained in the fibers are made up of polysaccharides of low molecular weight, with random, branched, and amorphous structure; therefore, their removal contributes to the increase in the density of the fibers.
On analyzing the fibers treated with plasma, a less significant density variation was observed. Plasma treatment allows the removal of localized impurities on the surface of the material, leading to a chemical structure modification of the fibers by incorporating functional groups without affecting the density of the fibers [20].
From the results presented in Figure 2, it is possible to perceive an increase in the absorption capacity of all the treated fibers. Some vegetable fibers have a hydrophobic nature. This hydrophobicity can be associated with the presence of compounds such as lignin, hemicellulose, and pectin, compounds that are partially eliminated with surface treatments, which promotes an increase in the hydrophilicity of the fibers [21].
To evaluate the effect of the surface treatment on the crystallinity of the fibers, their crystallinity index was calculated by applying the Gaussian method. This technique is based on the deconvolution of the peaks under the diffractogram obtained with X-ray diffraction. A typical X-ray pattern was obtained by Sánchez et al. [13]. The method makes it possible to establish the relationship between the sum of the deconvolved peaks above the baseline and the total area under the diffractogram curve [22]. The crystallinity index is presented in Table 3.
Table 3 Crystallinity index
| Treatment method | Crystallinity index |
|---|---|
| Non-treated | 50.2±2.1 |
| Mercerization | 55.2±3.4 |
| Plasma | 57.4±2.8 |
| Ozone | 63.7±1.9 |
Source: own elaboration.
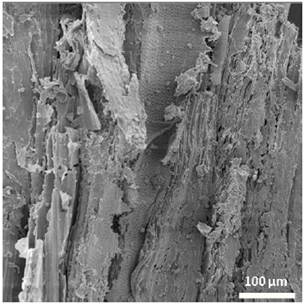
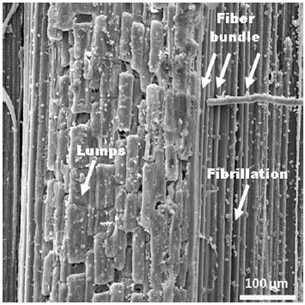
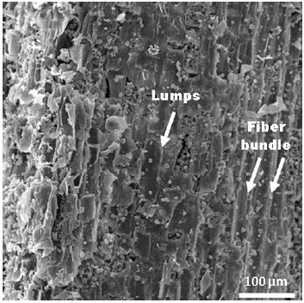
The results presented in Table 3 show the increase in the crystallinity index in the surface-modified fibers, which suggests the partial removal of the non-cellulosic components of the fibers after the treatment. An increase of approximately 10 % for mercerized fibers, 13 % for plasma-treated fibers, and 26 % for ozone-treated fibers was observed. Using micrographs with 400x magnification and the energy-scattering X-ray spectroscopy (EDX) technique, the chemical composition of the fibers was determined. The micrographs are presented in Figures 3, 4, 5, and 6. Lumps, fibers bundles, and possible fibrillations are shown. The chemical composition of the fibers is presented in Table 4.
Table 4 Chemical composition
| Treatment method | C (%) | O (%) | Si (%) | Si/C |
|---|---|---|---|---|
| Non-treated | 48±0.9 | 40±1.2 | 11±0.5 | 0.23 |
| Mercerization | 51±0.5 | 46±1.8 | 1±0.3 | 0.19 |
| Plasma | 49±0.4 | 48±2.1 | 3±0.2 | 0.06 |
| Ozone | 47±0.2 | 46±2.4 | 5±0.4 | 0.11 |
Source: own elaboration.
According to Figure 3, the non-treated fibers exhibit a surface consisting of some irregularities. These irregularities can be mainly attributed to the presence of hemicellulose, lignin, waxes, pectin, and other impurities that remain as a residue from the mechanical grinding process. When the treatments are applied on the surface of the fibers (Figures 4, 5, and 6), it can be seen that the irregularity of the fiber surface increases. However, the fibers have a cleaner appearance. This effect is because the treatments act as cleaning agents on the fibers, removing a large part of the non-cellulosic material from the cavities present on their surface [23]. As can be seen, in the fibers that received plasma treatment, greater surface roughness can be observed, compared to the fibers treated with sodium hydroxide, which can be an indicator of the effectiveness of this treatment. Similarly, it can be seen that regardless of the treatment, the micro-fibers appear more defined in the micrographs, which could contribute to achieving greater adherence with the resins used as matrices in the elaboration of composite materials. Increasing the adhesion of the fiber to the matrix is an important factor in the transfer of the loads that the fibers receive through the matrix.
From the results presented in Table 4, it is possible to see that the Si/C ratio of the fibers decreases with the performance of the surface modification treatments. This reduction is up to 74 % for plasma-treated fibers, indicating the removal of the silica present in the untreated bamboo fibers, a typical element of the lignocellulosic compounds of vegetable fibers.

The results of the mechanical characterization of the fibers are presented in Table 5. Analyzing the results presented, it can be seen that when applying an alkaline treatment to the fibers' surface, the tensile strength (Rt) of the fibers is reduced by approximately 20 %. This reduction in resistance can be associated with the variables established in the treatment (exposure time of the material or concentration of the solution). According to Cai et al. [19], the exposure of the material to high concentrations of sodium hydroxide solution can cause a decrease in its strength and rigidity. On the other hand, treatments with plasma and ozone increased the value of the tensile strength by up to 25 %. With the application of these treatments, the crystallinity index of the fibers increases, and the Si/C ratio of the fibers decreases, which contributes to the improvement of the adhesion of the fiber to the matrix, therefore guaranteeing an adequate transfer of loads. A reduction of the strain (approx. 15 %) at the breaking point can also be seen observed.
Table 5 Tensile strengt: of fibers
| Treatment method | Rt (MPa) | Strain (%) |
|---|---|---|
| Non-treated | 180±20 | 1.98±0.05 |
| Mercerization | 140±30 | 1.70±0.03 |
| Plasma | 220± D354 | 1.95±0.06 |
| Ozone | 190±182 | 1.68±0.04 |
Source: own elaboration.
The physical properties of the panels were determined according to the recommendations of the ASTM D4442 standards [17]. The results are shown in Figures 7 and 8.
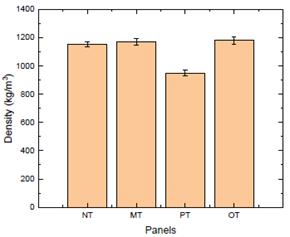
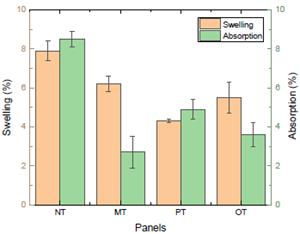
From the results presented in Figure 7 and Figure 8, the panels made with treated fibers show a reduction in the absorption capacity (between 45 % and 65 %) and a reduction in the swelling percentage (between 20 % and 40 %) in comparison to the values obtained for panels made with non-treated fibers. However, less significant differences can be seen in the density of the panels. Increasing the dimensional stability of the panels with the surface treatment of the fibers contributes to increasing their mechanical performance and facilitates the use of the material in humid environments.
To evaluate the influence of the surface treatment methods on the behavior of biocomposite panels, numerical models of finiteelements were carried out. The models focused on determining tensile strength (Rt), compressive strength (Rc), and modulus of rupture (MOR) of the panels. Table 6 presents the results obtained in the numerical modeling. Figure 9 shows the details of the modeled specimens and the regions of maximum strains.
Table 6 Results of the numerical model
| Panels | Rt (MPa) | Rc (MPa) | MOR (MPa) |
|---|---|---|---|
| UT | 33.43 | 25.91 | 25.91 |
| MT | 35.23 | 28.07 | 32.39 |
| PT | 52.70 | 32.39 | 75.66 |
| OT | 36.40 | 38.87 | 67.55 |
Source: own elaboration.
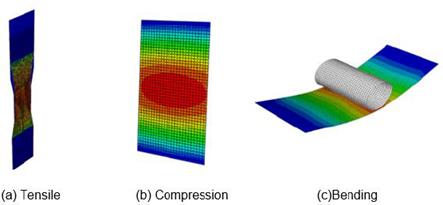
To validate the results of the numerical model, tension, compression, and static bending tests were performed, following the ASTM D1037-12 specifications [18]. The speed (v) of application of the load is presented in Table 7. The experimental setup is illustrated in Figure 10. The experimental values of mechanical strength are presented in Table 8.
Table 7 Test speed
| Mechanical test | v (m/s) |
|---|---|
| Tensile | 4.0 |
| Compression | 0.5 |
| Static bending | 3.0 |
Source: own elaboration.
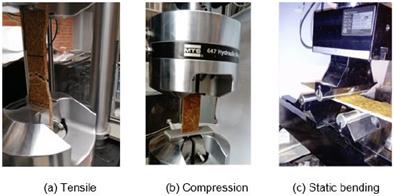
Table 8 Experimental results
| Panels | Rt (MPa) | Rc (MPa) | MOR (MPa) |
|---|---|---|---|
| NT | 29.09±7.15 | 22.39±4.06 | 32.39±9.91 |
| MT | 38.71±6.23 | 24.82±2.85 | 30.87±5.28 |
| PT | 44.17±4.48 | 39.20±2.48 | 71.66±8.35 |
| OT | 32.53±5.84 | 34.50±1.50 | 62.55±9.22 |
Source: own elaboration.
The results presented in Table 8 indicate a 30 % increase in the tensile strength of panels made with mercerized fibers, 50 % in the strength of panels made with plasma-treated fibers, and 10 % in panels made with ozone-treated fibers. On analyzing the compressive strength, all the panels exhibited an increase in strength with the surface modification of the fibers, the most significant increase being in those panels made with plasma-treated fibers (approximately 50 %). Analyzing the modulus of rupture, a small reduction in resistance could be observed in panels made with mercerized fibers (6 %). However, in panels made from fibers treated with plasma and ozone, a notable increase in the value of the modulus of rupture (up to 70 %) could be observed.
The experimental results were compared with the results of the numerical model, and the relative error (ε) was calculated. The results are presented in Table 9. When comparing the numerical results with the experimental ones, errors are observed, ranging from 3.2 % to 20.4 %. These errors could be associated with the experimental difficulties of accurately reproducing the orientation of the fibers conceived in the numerical model, an aspect that will be addressed in future investigations.
3. CONCLUSIONS
This article presents an evaluation of the effect of different surface treatment methods on the properties of panels made with natural materials. The results showed that the use of modified fibers as reinforcement of composite materials allows for increasing their dimensional stability and reducing their absorption capacity. On the other hand, significant differences in the values of mechanical resistance show that the effect of the applied treatments on the mechanical performance of biocomposite materials allows for increasing the mechanical performance of the material. The results of the numerical modeling were consistent with the results obtained by conducting laboratory tests, exhibiting errors of less than 21 %. Differences between the numerical and experimental results could be associated with the way in which the randomness of the fibers is conceived in the numerical model and the difficulty of reproducing this orientation experimentally, and this will be the subject of future investigations.

