











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
INTRODUCCIÓN
Para la aplicación industrial de xilitol, su rendimiento y el consumo de sustrato deben ser altos y los costos de producción bajos. La producción de xilitol, a bajo costo, implica el uso de una fuente de xilosa sin necesidad de detoxificación, reciclaje de células de levadura, alto rendimiento de xilosa a xilitol, alta productividad, menos aportación de energía, fácil procesamiento posterior para purificar el xilitol y uso de medios de fermentación, procedentes de subproductos industriales. Por lo tanto, es necesario que el carbono, nitrógeno, minerales y otros nutrientes, incluidos los parámetros del proceso, sean económicamente competitivos, para garantizar la viabilidad comercial del proceso, con un mejor rendimiento de la fermentación (Yewale et al. 2017).
Además de la naturaleza y la composición de los hidrolizados, la producción de xilitol depende de varias variables de proceso, como pH, concentración de sustrato, nivel de inóculo y composición del medio, entre otros (Silva & Roberto, 2001). El método clásico de estudiar una variable a la vez, puede ser efectivo en algunas situaciones, pero no considera los efectos combinados de todos los factores involucrados. En los procesos de fermentación, donde las variables operativas interactúan e influyen mutuamente en los efectos sobre la respuesta, es esencial que el método de optimización tenga en cuenta estas interacciones, de modo que se pueda determinar un conjunto de condiciones experimentales óptimas (Silva & Roberto, 2001).
La metodología de superficie de respuesta (RSM), se puede definir como una colección de herramientas estadísticas y matemáticas que son útiles para modelar y optimizar una respuesta experimental, influenciada por muchas variables (Silva & Roberto, 2001; Ling et al. 2011). Las respuestas experimentales a los experimentos de diseño, generalmente, se ajustan a funciones cuadráticas y las relaciones de segundo orden, se pueden aproximar razonablemente bien a la mayoría de los sistemas de fermentación (Sampaio et al. 2017); sin embargo, cuando se debe optimizar más de una respuesta, es necesario usar las llamadas funciones de deseabilidad. RSM, se ha utilizado, a menudo, para optimizar diferentes bioprocesos y también se ha aplicado con éxito en la bioconversión de xilosa a xilitol, por las levaduras Candida tropicalis (Ling et al. 2011; Yewale et al. 2017), Candida guilliermondii (Silva & Roberto, 2001) y Debaryomyces hansenii (Sampaio et al. 2017). Para la fecha, no se ha reportado la optimización del proceso de producción de xilitol a partir de hidrolizados de raquis de palma. Por consiguiente, el objetivo de este estudio fue efectuar la optimización de diferentes condiciones de fermentación, como tamaño del inóculo, concentración de xilosa, pH y volumen, en la producción de xilitol con C. tropicalis, utilizando hidrolizado de raquis de palma no detoxificado.
MATERIALES Y MÉTODOS
Los racimos vacíos de frutos o raquis de palma fueron suministrados por la planta de beneficio Palmares del Oriente S.A.S. Los racimos, se lavaron, secaron y molieron en una máquina pica-pasto (Molino #1, JM. ESTRADA. S.A., La Estrella, Colombia), hasta un tamaño de partícula de 3 a 5 cm. La hidrólisis ácida de los raquis, se realizó en matraces Erlenmeyer de 500 mL, con una relación 1:8 sólido/líquido, tomando 40 g del raquis y 320 mL de ácido sulfúrico, diluido al 2 %. Los matraces fueron esterilizados por 30 min, a 121 °C y, posteriormente, sumergidos en un baño de hielo, para detener la hidrólisis. Finalmente, se filtró todo el contenido del hidrolizado y se ajustó el pH a 5,5- 5,6, con perlas de NaOH. El hidrolizado obtenido no se detoxificó, pero fue suplementado con 4 g L-1 extracto de levadura, 3 g L-1 (NH4)2SO4, 0,5 g L-1 MgSO4.7H2O y 0,1 g L-1 CaCl2.2H2O.
Las células de Candida tropicalis fueron mantenidas con una edad de cultivo de 24 h en agar PDA, a 30 °C. Para la preparación del preinóculo, se tomaron colonias aisladas del cultivo C. tropicalis y se suspendieron en 100 mL cultivado en medio sintético de xilosa (20 g L-1), extracto de levadura y peptona (YPX), pH 5,6, 119 rpm y 30 °C, durante 24 h. Después, las células se recuperaron por centrifugación (2500 rpm, 20 min). La suspensión de células obtenidas (alrededor de 5 g L-1) fue utilizada para inocular los matraces a diferentes condiciones de fermentación.
El medio de cultivo para el estudio de optimización fue hidrolizado de raquis de palma (HR) suplementado con 4 g extracto de levadura/L, 3 g L-1 (NH4)2SO4, 0,5 g L-1 MgSO4.7H2O y 0,1 g L-1 CaCl2.2H2O y un contenido inicial de xilosa de 20±2 g L-1. Los cuatro factores seleccionados y evaluados que afectan la fermentación de xilosa y la producción de xilitol a escala de matraz de 100 mL fueron: el tamaño del inóculo, la concentración de xilosa inicial, el pH y el volumen de los medios. Los matraces fueron esterilizados a 121 °C y 20 min; se dejaron enfriar y fueron inoculados, acorde con los niveles de biomasa arrojados por el diseño. Las muestras, se tomaron a las 48 y 96 horas de fermentación.
La metodología de superficie de respuesta (RSM), se utilizó para optimizar el proceso de producción de xilitol bajo diferentes condiciones de fermentación (Manjarres-Pinzón et al. 2017). Se utilizó un diseño basado en Box-Behnken con 30 corridas y seis repeticiones del punto central, durante 96 h de fermentación. Las variables independientes y sus niveles fueron: tamaño del inóculo 3-7 g L-1, concentración de xilosa 20-40 g L-1, pH 4-6 y volumen 26- 40 mL. Se tomaron, como variables dependientes, el contenido de xilosa y la producción de xilitol. El análisis de regresión, se realizó usando el software Design - Expert 6.0, Stat-Ease Inc. (Minneapolis, MN, 473 USA). Adicionalmente, se realizó la validación experimental de los parámetros optimizados, por medio de RSM, que mostraron un máximo de xilitol.
Las concentraciones de xilosa y xilitol, se determinaron utilizando un sistema HPLC (Shimadzu Prominence), con un detector de RI, equipado con una columna Aminex HPX-87H (Biorad). El volumen de inyección fue de 20 μL (Manjarres-Pinzón et al. 2016). Las muestras, se prepararon por duplicado y se filtraron, a través de un filtro de jeringa de membrana de nylon de 25 mm (tamaño de poro 0,45 µm), antes del análisis.
RESULTADOS Y DISCUSIÓN
La producción de xilitol y el consumo de la xilosa a escala de matraz agitado a diferentes condiciones experimentales, se muestran en la tabla 1. La máxima concentración de xilosa residual 29,6 g L-1 se obtuvo a pH 6,3 g L-1 de biomasa, 40 g L-1 de sustrato y 40 mL de volumen. La mayor concentración de xilitol 6,5 g L-1, se dio a las siguientes condiciones: pH 3,5 g L-1 de biomasa, 30 g L-1 de sustrato y 33 mL de volumen. La mínima xilosa residual 0,33 g L-1, se dio a pH 5,5 g L-1 de biomasa, 10 g L-1 de sustrato y 33 mL de volumen. Para el caso de la xilosa, los factores que influyen significativamente en esta variable fueron el sustrato y volumen. La mayor productividad 0,34 g L-1 h-1, rendimiento 0,61 g g-1 y un adecuado porcentaje de consumo de xilosa 95,2 % fue para un pH de 6, en la producción de xilitol con C. tropicalis, empleando hidrolizado de tusas de maíz sin detoxificación (Ping et al. 2013). Incrementar el aprovechamiento de la fracción hemicelulósica del raquis de palma es lo que se busca, generalmente, en un proceso de fermentación, para que sea económicamente factible, es decir, entre menor xilosa residual haya al final, mayor es el aprovechamiento del hidrolizado de raquis de palma. Este parámetro, se tuvo en cuenta en el momento de realizar la optimización del proceso.
Tabla 1 Diseño Box-Behnken (BBD) aplicado en producción de xilitol, a escala de matraz, en hidrolizados de raquis de palma y que corresponden a los experimentos usados en el RSM.

La figura 1a presenta los efectos de la biomasa y del pH sobre la producción de xilitol, mientras las otras dos variables se mantuvieron constantes. Como se observa, a mayor concentración de biomasa inicial y mayor pH, se obtiene mayor concentración de xilitol. De acuerdo con el análisis del modelo planeado, se obtuvo un efecto significativo en la producción del xilitol del pH, volumen, de la interacción pH y sustrato y un efecto cuadrático del sustrato y el volumen. El modelo cuadrático tuvo un ajuste R2 de 0,8365 y el análisis de varianza mostró que el modelo es significativo (F= 8,52). Cuanto más cercano sea el valor de R2 a 1, mejor será la correlación entre los valores experimentales y los datos estimados del modelo (Lorliam et al. 2017; Yewale et al. 2017).
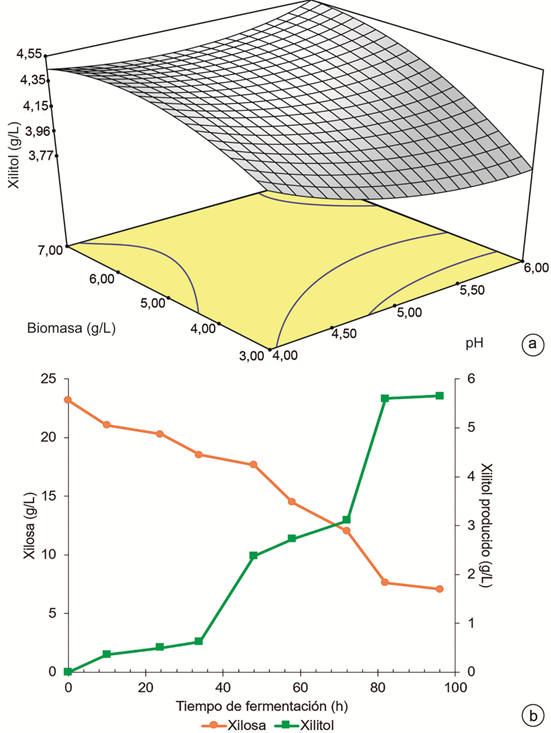
Figura 1 a) Superficie de respuesta para la producción de xilitol, como función del pH y la biomasa inicial; b) Cinética de consumo de xilosa y producción de xilitol en hidrolizados de raquis de palma por Candida tropicalis, a escala de matraz.
Con el fin de optimizar la producción de xilitol, se aplicó un método de función de deseabilidad, donde se emplearon las siguientes restricciones: pH, en el rango de 4 a 6; biomasa, en el rango de 3 a 7 g L-1; sustrato mínimo, en intervalo de 20 a 40 g L-1; volumen en el rango de 26 a 40 mL y máxima producción de xilitol, con un intervalo experimental de 1,6 a 6,5 g L-1. Con estos parámetros, se obtuvieron 10 soluciones óptimas con valores de deseabilidad, entre 0,639 a 0,748 y producciones de xilitol, entre 3,94 y 4,38 g L-1. El volumen y la concentración de sustrato de las funciones de deseabilidad tuvieron valores muy cercanos entre sí y se ubicaron en 26 mL y 20 g L-1, respectivamente.
No necesariamente el medio que contiene la concentración inicial más alta de xilosa da la máxima producción de xilitol, porque diferentes levaduras tienen distintas capacidades de bioconversión y los diversos hidrolizados presentan diferentes composiciones químicas que, también, pueden interferir en el rendimiento de la levadura (Mussatto & Roberto, 2008). Por otro lado, valores de pH iguales a 6 presentaron mayores producciones de xilitol. Al evaluar la producción de xilitol con C. tropicalis en hidrolizado de maíz, también se concluyó que, al aumentar el pH de 4,5 a 6, conducía a un mayor incremento en la productividad y el rendimiento de xilitol y también a pH 6, se reportó el mayor rendimiento de biomasa en el consumo de xilosa (Cheng et al. 2009).
En cuanto a la biomasa, la función de deseabilidad tomó diferentes valores sin una tendencia clara y con un rango entre 3,34 y 7 g L-1 de biomasa. Las mayores producciones de xilitol tuvieron resultados con concentraciones de biomasa entre 5,42 y 7 g L-1, en donde se seleccionó el menor valor entre estos dos. Una de las razones de esta decisión, se basa en que una baja cantidad de inóculo y un largo ciclo de fermentación producen menores rendimientos de xilitol y una alta cantidad de inóculo podría resultar en un alto consumo de xilosa para el crecimiento celular, en la etapa inicial de la fermentación, lo que resulta en una disminución de la tasa de conversión del xilitol (Xu et al. 2019). En este caso, se descartaría tomar valores cercanos a los datos extremos del rango experimental para la biomasa inicial de la fermentación (3 y 7 g L-1); por lo tanto, las condiciones de la solución de deseabilidad seleccionada tuvo los siguientes criterios: pH de 6,0, biomasa de 5,42 g L-1, volumen de 26 mL y sustrato de 20 g L-1. A estas condiciones de proceso, se obtuvo una predicción de xilitol de 4,3 g/L, un valor de xilosa residual de 12,6 g L-1 y un valor de la función de deseabilidad de 0,73. Estas condiciones son el punto de partida para realizar el proceso de producción de xilitol con C. tropicalis a otras escalas mayores.
La verificación de las condiciones óptimas calculadas para la producción de xilitol, se realizó llevando a cabo un experimento real con unas condiciones muy similares a las reportadas por la función de deseabilidad. Los parámetros utilizados para la fermentación fueron: pH 5,6, volumen de 26 mL, sustrato inicial de 21 g L-1 y una biomasa inicial de 5,2 g L-1. El rendimiento de xilitol fue de 0,35 g g-1, con una producción máxima de xilitol de 5,6 g L-1 y una xilosa residual de 7,09 g L-1, después de 96 h de fermentación (Figura 1b). El punto de predicción del modelo para el xilitol fue 4,3 g L-1; esto quiere decir, que la concentración de xilitol obtenida experimentalmente está 23 % por encima del valor estimado del modelo, lo que coincide con la función de deseabilidad del modelo (0,73). Lo anterior indica que el modelo propuesto por la RSM tiene una buena capacidad para predecir los valores de producción de xilitol con C tropicalis en el hidrolizado de raquis de palma (Silva & Roberto, 2001; Lorliam et al. 2017; Sampaio et al. 2017).
Durante las primeras 34 h, la captación de xilosa fue, principalmente, para la producción de biomasa; después de este tiempo, se observó un aumento significativo en la producción de xilitol, desde 2,38 hasta 5,6 g L-1, alcanzando la máxima concentración a las 96 h de fermentación. Estos resultados son interesantes desde un punto de vista económico, ya que el medio de fermentación fue un hidrolizado de raquis de palma sin detoxificar, lo que representa una reducción de costos en los pretratamientos del medio.

