











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkIntroducción
La llegada al mercado de madera aserrada de especies de baja densidad, que proviene de plantaciones forestales, así como la incorporación en usos estructurales de maderas de especies de nuevo aprovechamiento, ha suscitado la caracterización de las propiedades mecánicas de especies susceptibles de aumentar artificialmente su densidad (Yoshihara y Tsunematsu, 2007).
El densificado de la madera es un importante mecanismo de deformación que se presenta en varios procesos de manufactura de productos de madera reconstituida y de componentes estructurales. Este tratamiento involucra la compresión transversal de la madera e implica su comportamiento elasto-plástico al incluir grandes deformaciones (Aimene y Nairn, 2015).
Los tratamientos de densificado de la madera, de tipo higro-termo-mecánico, son de carácter eco-sustentable y pueden ser clasificados desde tres perspectivas: el que tiene por objeto el plastificado de la madera, el que pretende la estabilización dimensional de la madera y el que tiene por propósito incrementar sus propiedades mecánicas. Para lograr estos objetivos se han experimentado diferentes procedimientos de densificado y condiciones de ensayo (Asaba y Nishimura, 2001; Hayashi y Nishimura, 2001; Kubojima, Ohtani y Yoshihara, 2004; Haller y Wehsener, 2004; Tang, Nakao y Zhao, 2004; Navi y Pizzi, 2015).
En el densificado de la madera, se emplean tratamientos de impregnación (Hill, 2006) o de compresión (Navi y Girardet, 2000), se incrementan sus propiedades de resistencia mecánica (Kutnar, Kamke y Sernek, 2008), se mejoran sus características higroscópicas (Skyba, Schwarze y Niemz, 2009; Fang, Cloutier, Blanchet, Koubaa y Mariotti, 2011) y se mejora su resistencia al deterioro ocasionado por agentes biológicos (Fang, Mariotti, Cloutier, Koubaa y Blanchet, 2012b). Así, el incremento artificial de la densidad de la madera, puede diversificar sus usos potenciales (Blomberg, Persson y Blomberg, 2005). Por ejemplo: los pliegos o láminas de madera densificada pueden ser incorporados en la fabricación de madera laminada los cuales pueden ser empleados para la fabricación de muebles, de pisos y como componente constructivo en edificaciones (Eckelman, 1993; Hayashi y Oshiumi, 1993; Ozarska, 1999; Erdil, Kasal, Zhang, Efe y Dizel, 2009).
La intensidad del tratamiento de densificado es evaluada con dos parámetros: el coeficiente de compresión (Sandberg y Navi, 2007), el cual explica el grado en que la pieza de madera es deformada en una dirección comparativamente a su tamaño original; y el coeficiente de densificado (Blomberg et al., 2005), que representa el nivel de compactación del volumen respecto a la masa de la pieza en cuestión. La calidad del tratamiento de densificado es valorada con el índice de densificado y con el índice elástico, ambos necesarios para calcular el índice de calidad del densificado (Blomberg et al., 2005). El índice de densificado expresa el aumento en la densidad de la pieza de madera en tratamiento. Por su parte, el índice elástico explica la ganancia en el valor del módulo de elasticidad de la madera densificada en comparación con madera sin tratamiento. Ambos indicadores se combinan en el índice de calidad del densificado para explicar la relación entre la ganancia en densidad en relación al incremento en el módulo de elasticidad.
Todo proyecto ingenieril con madera requiere conocer el módulo de elasticidad de la especie que se va a emplear. De tal forma que la densidad de la madera es el parámetro de referencia, en su clasificación como material de ingeniería y como la característica física, para predecir el módulo de elasticidad (Niklas y Spatz, 2010). De igual manera, el módulo de elasticidad es un criterio de selección para el cálculo de productos y elementos estructurales de madera (Dinwoodie, 2000).
En México, la especie G. americanus. se distribuye en el estado de Oaxaca, y su distribución se extiende por Centroamérica, Colombia y norte de Venezuela (Rivera, 2006). Su poca resistencia y durabilidad la hacen inadecuada para usos muy finos y es más apropiada para cajas de embalaje, cubiertas para protección, soportes para muebles y posiblemente la extracción de pulpa (Cordero y Boshier, 2003).
Sus características físicas y mecánicas están reportadas por Sotomayor (2015). En la revisión de bibliografía, no se detectó información sobre el efecto del densificado de la madera de G. americanus en su módulo de elasticidad evaluado en flexión estática. Debido a su baja densidad, que, según el trabajo de Sotomayor, fluctúa entre 350 y 410 kg m-3, no es atractiva para uso estructural. No obstante, si se aumenta de manera artificial su densidad, posiblemente la madera de G. americanus presentará potencial para la fabricación de productos de valor agregado.
El objetivo de la investigación fue densificar madera de G. americanus con un tratamiento higro-termo-mecánico y evaluar su efecto en la densidad y en el módulo de elasticidad.
Metodología
El material experimental utilizado y el procedimiento de densificado aplicado a la madera son los mismos empleados por Sotomayor (2016), mas no la configuración de las pruebas mecánicas. Mientras que Sotomayor realizó pruebas de ondas de esfuerzo y determinó el módulo dinámico en la dirección longitudinal de la madera, en la presente investigación se realizaron pruebas de flexión transversal y se determinó el módulo de elasticidad estático. Asimismo, los índices de densificado y de calidad del densificado para G. americanus están reportados en Sotomayor (2017).
Se recolectaron piezas aserradas de madera de G. americanus Jacq., en el estado de Michoacán, México. La especie se identificó en el Laboratorio de Mecánica de la Madera, de la Facultad de Ingeniería en tecnología de la Madera, de la Universidad Michoacana de San Nicolás de Hidalgo. Se prepararon 32 probetas con sección de 0.02 m x 0.02 m de sección transversal y de 0.32 m de longitud adaptando la norma ISO 3129:2012 (International Organization for Standardization, 2012). Las probetas fueron orientadas en las siguientes direcciones de la madera: radial, tangencial y longitudinal. Las probetas estuvieron libres de irregularidades de crecimiento tales como nudos y desviación de la fibra. La madera se acondicionó durante 24 meses en una cámara con una temperatura de 20 °C (± 1 °C) y una humedad relativa del aire de 65% (± 2%) hasta que alcanzó un peso constante.
La estrategia de investigación consistió en determinar la densidad y el contenido de humedad de la madera y realizar pruebas de flexión estática antes y después del tratamiento de densificado. Los coeficientes de compresión y de densificado fueron evaluados después del tratamiento.
El contenido de humedad (CH) se determinó con un grupo complementario de probetas con dimensiones de 0.02 m x 0.02 m x 0.32 m, en las direcciones radial, tangencial y longitudinal respectivamente adaptando la norma ISO 13061-2:2014. La determinación de la densidad al momento del ensayo (ρCH) se calculó con la relación entre el peso de la probeta al momento de las pruebas y su volumen correspondiente.
El tratamiento de densificado de madera siguió el procedimiento utilizado por Sotomayor (2016) y consistió en los pasos siguientes:
Hidratado de la madera, a temperatura de 20 °C, durante 72 horas.
Suavizado en agua con una temperatura de 93.5 °C, durante 4 horas.
Prensado mecánico de las probetas en una maquina universal de pruebas mecánicas Tinius-Olsen® con capacidad de 300 kN. La velocidad de desplazamiento de la carga fue de 1 mm min-1. El tiempo de cerrado del dispositivo de densificado fue de 15 min. La operación terminó cuando se alcanzó la taza de compresión objetivo de 56%, con una carga promedio de 120 kN.
Secado al interior de un horno con una temperatura de 80 °C, durante 24 horas.
Estabilizado en una cámara de acondicionamiento con una temperatura de 20 °C y con una humedad relativa del aire de 65%, durante 60 días.
El coeficiente de compresión se calculó con la fórmula (Sandberg y Navi, 2007):

Donde:
φc = coeficiente de compresión (%)
Rad = espesor de la probeta antes del densificado (m)
Rdd = espesor de la probeta después del densificado (m)
El coeficiente de densificado se calculó con la fórmula (Blomberg et al., 2005):

Donde:
λρ = coeficiente de densificado (%)
ρad = densidad de la probeta antes del densificado (m)
ρdd = densidad de la probeta después del densificado (m)
Las pruebas de flexión estática antes del densificado se realizaron en una maquina universal de pruebas mecánicas Tinius-Olsen® con capacidad de 300 kN, en el Laboratorio de Mecánica de la Madera, de la Facultad de Ingeniería en Tecnología de la Madera, de la Universidad Michoacana de San Nicolás de Hidalgo, en Morelia, Michoacán, México, de acuerdo al protocolo propuesto por Sotomayor, Ramírez y Olguín (2014). Las pruebas de flexión estática después del densificado se realizaron siguiendo el mismo protocolo, pero en una maquina universal de pruebas mecánicas Sintech 30/D testing machine® con capacidad de 600 kN, en el Departamento de Ciencias de la Madera, de la Universidad de Columbia Británica, Canadá.
El módulo de elasticidad se calculó con la fórmula (Koman, Feher, Abraham y Taschner 2013):

Donde:
MOE = módulo de elasticidad (N m-2)
P = carga (N)
y = Deflexión (m)
L = distancia entre apoyos (m)
I = momento de inercia (m4)
Para fines de análisis de la calidad del tratamiento, el índice de densificado fue calculado con la fórmula (Blomberg et al., 2005):

Donde:
Iρ = índice de densificado
ρdd = densidad después del densificado (kg m-3)
ρad = densidad antes del densificado (kg m-3)
El índice elástico fue calculado con la fórmula (Blomberg et al., 2005):

Donde:
IMOE = índice elástico
MOEdd = módulo de elasticidad después del densificado (N m-2)
MOEad = módulo de elasticidad antes del densificado (N m-2)
El índice de calidad del densificado fue calculado con la fórmula (Blomberg et al. 2005):

Donde:
Diseño experimental
Para las variables densidad, módulo de elasticidad, coeficiente de compresión, coeficiente de densificado, índice de densificado, índice elástico e índice de calidad, se determinaron las estadísticas: media aritmética, desviación estándar y coeficiente de variación. Se realizaron pruebas de asimetría y curtosis para verificar la normalidad de las muestras.
Una vez que se verificó que las muestras provenían de distribuciones normales, se diseñó un experimento siguiendo las recomendaciones de Gutiérrez y de la Vara (2011). Las variables de respuesta fueron la densidad de la madera y el módulo de elasticidad. Los índices relacionados con la intensidad y la calidad del tratamiento se analizaron como variables derivadas. El tratamiento de densificado se consideró el factor de variación. El experimento consistió en pruebas t de Student para muestras pareadas de diferencias de medias para un nivel de confianza de 95%. La hipótesis nula H0:x_1 - x_2 = 0 se contrastó con la hipótesis alterna HA: x_1 - x_2 ≠ 0. Los subíndices 1 y 2 representan el valor de las variables de respuesta para cada uno de los estados antes del densificado y después del densificado.
Para los resultados antes y después del densificado se calcularon las regresiones y sus coeficientes de determinación entre los valores del módulo de elasticidad como variable dependiente en función de la densidad como variable independiente.
Resultados
La densidad, el módulo de elasticidad, el coeficiente de compresión y el coeficiente de densificado de madera de G. americanus se presentan en la tabla 1.
Tabla 1 Densidad, módulo de elasticidad, coeficiente de compresion y coeficiente de densificado para madera de
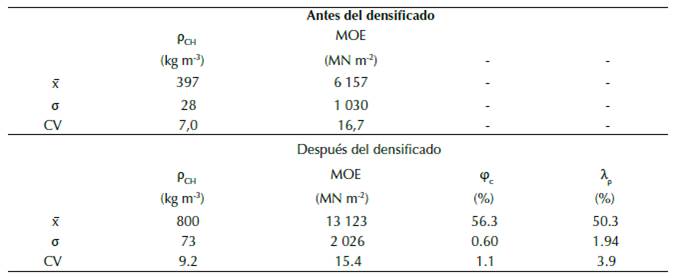
ρCH = densidad; MOE = modulo de elasticidad; φc = coeficiente de compresion; λρ = coeficiente de densificado; x̅ =media; σ = desviacion estandar; CV = coeficiente de variacion en porciento
Fuente: elaboracion propia del autor.
Los valores de asimetría y de curtosis de las pruebas de normalidad para la densidad de la madera (Asimetría=1.77 y curtosis=0.24) y para el módulo de elasticidad (Asimetría=-0.83 y curtosis=1.96) de G. americanus se situaron en el intervalo -2 y +2. De tal forma que se admite que la muestras provienen de distribuciones normales; lo que permitió realizar las pruebas de diferencia de medias. Las pruebas t de Student para la densidad de la madera y para el módulo de elasticidad indicaron valores de P < 0.0001 (α=0.05). Estos resultados confirman que existe una diferencia significativa entre los valores antes y después del densificado de las variables de respuesta de la madera de G. americanus. De aquí se deriva que el tratamiento de densificado modificó la densidad y el módulo de elasticidad.
La magnitud del contenido de humedad de la madera de G. americanus antes del densificado fue de 12.2% y después del densificado disminuyó a 11.91%, lo que representa una variación de 2.5%. La variación del módulo de elasticidad de la madera atribuido a la modificación en su contenido de humedad, después del densificado, puede ser estimada empleando el coeficiente de higroelasticidad reportado por Sotomayor y Villaseñor (2016), para madera de Pinus douglasiana con densidad ρ CH = 521 kg m-3, el cual es de 200 MN m-2 %-1. Así que la diferencia en el módulo de elasticidad sería de 498 MN m-2, lo que representa un porcentaje de 0.92% del módulo de elasticidad antes del densificado. De tal forma, se consideró que el contenido de humedad en la madera no influyó en los resultados.
El coeficiente de densificado fue 10.7% menor que el coeficiente de compresión (tabla 1). Esta diferencia puede ser explicada por el hecho de que el prensado mecánico de la probeta se realizó en la dirección radial de la madera y el dispositivo de densificado no bloqueó las caras laterales de la probeta. Esto permitió la deformación de la madera en la dirección tangencial, es decir, transversal a la dirección de la carga. De tal forma, que la compactación del volumen en esta dirección no se efectuó de manera uniforme.
Por otra parte, la madera de G. americanus clasifica como una madera con un porcentaje de espacios vacíos muy alto (77.1%) (Sotomayor y Ramírez, 2014). Igualmente, esta especie presenta índices materiales (Ashby, 2005), que relacionan sus módulos de elasticidad con su densidad, mayores en comparación con maderas de densidades más altas (Sotomayor, Reyes, Rincón y Suárez, 2013). Es decir, la madera de G. americanus es porosa pero resistente. La combinación de estos dos aspectos sugiere que esta madera se compacta más fácilmente con respecto a su capacidad para comprimirse.
En el mismo contexto, el coeficiente de variación del coeficiente de densificado fue 255% mayor con respecto al coeficiente de compresión. Es decir, la compresión de la madera fue más uniforme en comparación con el nivel de densificado correspondiente. Con todo, el coeficiente de compresión de la madera de G. americanus se situó al interior del intervalo de 40% a 65%, valores reportados entre otros investigadores por Sandberg y Navi (2007), Yoshihara y Tsunematsu (2007), Fang et al. (2012)b y Khalil et al. (2014).
Densidad
Después del tratamiento la densidad de G. americanus aumentó 102% (tabla 1). Este resultado es comparable con los de trabajos anteriores de Yoshihara y Tsunematsu (2007), que encontraron para madera de Picea sitchensis con densidad de 480 kg m-3, un incremento en su densidad de 90%. Por su parte Fang, Cloutier, Blanchet y Koubaa (2012 a), para madera de Populus tremuloides después del densificado su densidad aumentó de 348 kg m-3 a 687 kg m-3; es decir, un 97.4%. Igualmente, Haller y Wehsener (2004) al densificar madera de Picea abies, con densidad de 390 kg m-3, reportan un incremento en la densidad de 123% después de densificar la madera. De la misma manera, en el caso de Kamke (2006), con Pinus radiata de densidad de 412 kg m-3, se reportó un incremento en la densidad de la madera densificada de 78%.
Los datos de la tabla 1 pueden ser comparados con los índices de densificado mostrados en la tabla 2, que indican el incremento en la densidad de la madera ocasionado por su densificado. En esta tabla los índices de densificado y de calidad del densificado para G. americanus son los mismos reportados por Sotomayor (2017). En efecto, los tratamientos de densificado aplicados por Kutnar et al. (2008), Skyba et al. (2009) y Ulker, Imirzi y Burdurlu (2012) mejoraron sensiblemente la densidad de las maderas estudiadas. Aún más el índice de calidad de densificado (Q) determinado para G. americanus fue mayor al de los autores citados.
Tabla 2 Indice de densificado, indice elastico e indice de calidad de densificado para madera densificada de G.americanus y resultados de la bibliografia.
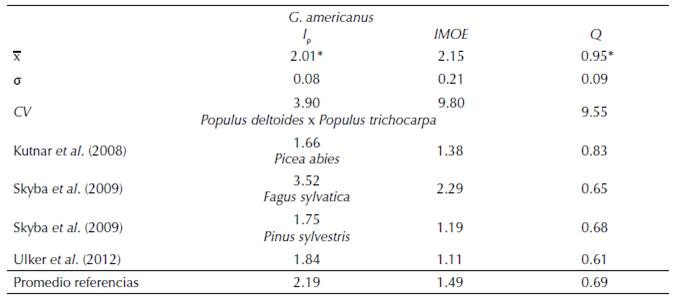
Iρ = Indice de densificado; IMOE = Indice elastico; Q = Indice de calidad del densificado; * Sotomayor (2017).
Fuente: elaboracion propia del autor.
Módulo de elasticidad
Después del densificado, el módulo de elasticidad de la madera de G. americanus, se incrementó en 113% (tabla 1), mientras que el módulo dinámico en la dirección longitudinal y determinado con ondas de esfuerzo, reportado por Sotomayor (2016), se incrementó en 90.5%. Como consecuencia de la diferencia en las configuraciones experimentales, estos resultados son difíciles de comparar. Sin embargo, la magnitud del incremento en la densidad y en el módulo dinámico de G. americanus es comparable con los resultados reportados entre otros investigadores por Haller y Wehsener (2004), que densificaron madera de Picea abies, con densidad de 390 kg m-3 y reportan un incremento en el módulo de elasticidad de 62%; Kamke (2006) que densificó Pinus radiata con densidad de 412 kg m-3 y obtuvo un incremento en el módulo de elasticidad de 116% y Yoshihara y Tsunematsu (2007) quienes densificaron madera de Picea sitchensis con densidad de 480 kg m-3 consiguen que el módulo de elasticidad incremente en 70%.
Por su parte, Kutnar et al. (2008) obtienen para madera densificada (λρ = 63%) de Populus deltoides x Populus trichocarpa un incremento en el módulo de elasticidad en flexión estática de 37%. En el mismo contexto, Gao et al. (2016) consiguen para madera densificada de Populus tomentosa (490 kg/m3<ρCH<588 kg/m3) con un coeficiente de densificado de 47 %, obtuvieron un incremento en el módulo de elasticidad en flexión estática de 73.2 %.
Evaluación del tratamiento de densificado
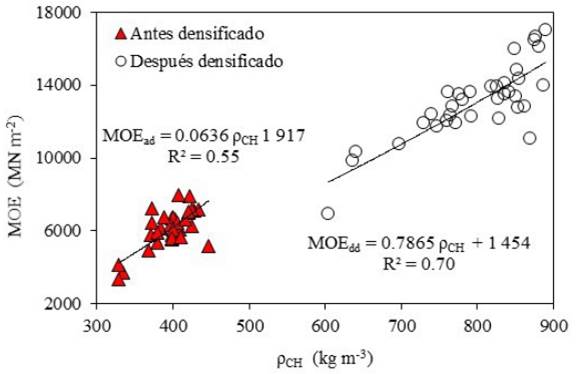
La temperatura del tratamiento fue menor que la temperatura de suavizado de los principales polímeros constituyentes de la madera: celulosa 200 °C a 250 °C, hemicelulosas 150 °C a 220 °C y lignina 210 °C (Sandberg y Navi, 2007). No obstante, la madera en tanto que material viscoelástico (Kutnar et al., 2008), durante la etapa de suavizado, el contenido de humedad de la madera, que fue superior al punto de saturación de la fibra, combinado con la temperatura de 93.5 °C, plastificaron la madera y facilitaron su densificado. Por el contrario, durante el tiempo de secado y la reducción del contenido de humedad a 9.7%, se liberaron los esfuerzos de compresión, manteniendo el coeficiente de compresión constante gracias al dispositivo de densificado. Esta estrategia experimental permitió que la madera se deformara con un deterioro mínimo, lo que posiblemente permitió el fenómeno de densificación acompañado del aumento del módulo de elasticidad proporcionalmente al incremento en la densidad de la madera de G. americanus (Laine et al., 2013).
Este resultado se presenta en la figura 1, donde se muestran para los resultados antes y después del densificado, el módulo de elasticidad en función de la densidad, sus regresiones y sus coeficientes de determinación. Antes del densificado, la dependencia del módulo de elasticidad en función de la densidad se explica con un coeficiente de determinación medio y la densidad se reparte en un intervalo de 328 kg m-3 a 447 kg m3. En cambio, después del densificado la relación entre el módulo de elasticidad y la densidad se incrementa, y registra un fuerte coeficiente de determinación. En cambio, el rango de valores de la densidad se amplía en un intervalo más grande que va desde 604 kg m-3 a 890 kg m-3. Cuantitativamente, la ganancia en la densidad de 101.4%, correspondió un incremento en el módulo de elasticidad de 114.7%. De aquí se desprende que la baja intensidad de las variables del tratamiento de densificado higrotermo-mecánico aseguraron, hasta cierto punto, la homogeneidad y la repetividad en las características de la madera de G. americanus.
Conclusiones
El aumento artificial de la densidad de la madera de G. americanus incrementa su densidad y su módulo de elasticidad.
Los índices de densificado, elástico y potencial, confirmaron que el tratamiento de densificado higro-termo-mecánico produjo buenos resultados para madera de baja densidad.
El tratamiento de densificado higro-termo-mecánico puede transformar madera de baja densidad en un nuevo material con un mayor módulo de elasticidad. De esta forma, el densificado puede valorizar especies que por su baja densidad son desfavorecidas para fines de diseño de productos y estructuras de madera.
Se recomienda extender esta línea de investigaciones considerando el efecto del densificado en la composición química de la madera y en su estructura anatómica.

