











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkIntroducción
La pasta es un alimento de amplio consumo mundial, forma parte de la dieta mediterránea, tiene propiedades nutritivas, como aportes en carotenoides y polifenoles [1]. Adicionalmente, tiene un bajo índice glicémico que se puede reforzar con aditivos para mejorar su valor nutricional [2]. En cuanto al tamaño del mercado global de las pastas se calcula que para finales de 2022 se lograrán ventas cercanas a los 126 068 MUSD y en China, que es el mayor mercado, las ventas alcanzarán los 23 757 MUSD [3].
En América Latina, según [4] [5], Venezuela es el país con mayor consumo per cápita, pues se acerca a los 12.2 kg de pasta por habitante al año; mientras que en Argentina y Chile el consumo medio anual es de 8 kg de pasta al año por persona. Para mantener e incentivar el consumo entre los compradores, los productores de pasta suelen diversificar el mercado con diferentes presentaciones; por ello se encuentran más de 60 formas de pastas, que a su vez se pueden dividir en siete grandes grupos [6] [7]. En Colombia el consumo de pasta es bajo comparado con Venezuela, Chile y Argentina. Sin embargo, el reducido consumo se compensa con un crecimiento sostenido, cuyos volúmenes de venta llegan a los 15.3 toneladas mensuales; y se espera que al finalizar 2021 se alcancen ventas netas superiores a los 731 000 MCOP [5].
La lasaña es una de las presentaciones más antiguas, representativas y consumidas de la pasta [8]. Su formato de venta suele consistir en varias láminas delgadas con un porcentaje de humedad cercano al 12.5 % [9]. A pesar de ser un formato antiguo, su potencial de venta sigue en aumento, y oscila entre el 0.6 % y el 2.3 % anuales; con crecimiento en Asia hasta del 8.4 % [10]. En Colombia, un estudio de mercado realizado por Lis Cabrera [11], muestra una oportunidad de crecimiento apreciable: el 54 % de los encuestados dice no consumir lasaña porque no la conoce, mientras que el 25 % indicó que no la consume porque la encuentra de baja calidad [11]. La producción típica de lasaña consiste en el encadenamiento de procesos químicos y físicos para transformar el agua y la sémola en un producto aceptable para el consumidor. Al comienzo es una masa blanda, que se endurece gracias a un proceso de secado por temperatura, mientras que la dimensión final se obtiene con un proceso de corte que puede realizarse en húmedo o en seco, a criterio de cada empresa.
En Colombia Pastas Comarrico S. A. S. es una empresa representativa de la producción de lasañas; pertenece al Grupo Nutresa S. A. y se localiza en Barranquilla. El grupo Nutresa se ha consolidado en ventas en Colombia: en 2021 sus ventas ascendieron a los 12.7 billones COP [12], por lo que se puede considerar líder en alimentos procesados en Colombia, y uno de los grupos más relevantes del sector en América Latina. Una característica del proceso de fabricación de lasañas en Pastas Comarrico S. A. S. es que el corte de láminas se realiza en seco, de forma manual, y por operadoras especializadas. Esta forma de procesar la lámina de lasaña representa un problema de salud para las operadoras, debido a los altos volúmenes de producción, pues ellas suelen presentar signos de fatiga y problemas de manipulación asociados al síndrome de túnel carpiano (STC) [13].
El STC [14] es una neuropatía muy común que se presenta en las personas dedicadas a oficios manuales. Su impacto en esta población es alto, ya que representa alrededor del 90 % de todos los síndromes de compresión nerviosa [15]. En Estados Unidos esta enfermedad puede llegar a afectar alrededor del 5 % de su población [16]. En cuanto a sexo, las mujeres suelen sufrir más el síndrome que los hombres, con proporciones cercanas a 3:1, en el rango de edad de 45 a 60 años. Respecto a la edad, el STC se presenta con mayor frecuencia en personas mayores, mientras que en personas menores de 30 años su incidencia suele ser del 10 % [17]. Las estadísticas indican que la tasa neta de trabajadores afectados por STC es del 2 %. Dentro de este grupo, el 24 % se atribuye a labores en la industria manufacturera, lo que sugiere que se asocian con un mayor riesgo [18].
En el caso particular de la empresa Pastas Comarrico S.A.S., se ha propuesto la solución de utilizar una máquina de corte de lasaña para evitar la fatiga de las operadoras y reducir el número de bajas por problemas relacionados con el STC. En el mercado se encuentran dos tipos de cortadora industrial aplicables a la lasaña: sierra circular y guillotina. En la figura 1 se observan ambos modelos. En el corte por sierra circular, figura 1(a) [19], la pasta se corte mediante mecanizado; haciendo pasar los dientes de la sierra a alta velocidad para separar las piezas. Este proceso tiene la ventaja de que las pérdidas por desperdicio de producto son mínimas. En el corte por guillotina, figura 1(b) [19], la pasta se corta fijando el panel en posición y luego se presiona con una cuchilla, por medio de un sistema de matriz-punzón, de corte preciso y relativamente sencillo. A pesar de existir soluciones comerciales, en el caso de pastas Comarrico, se ha propuesto desarrollar una solución innovadora aprovechando las características propias del proceso productivo de la empresa. Se plantea emplear la misma banda transportadora como base para el quiebre de la lasaña.

Nota. readingbakery.es
Figura 1 Modelos comerciales de cortadora, a) Sierra circular, b) Guillotina.
Una revisión al estado del arte en patentes revela una cantidad limitada de dispositivos para cortar lasaña. La patente US9763457B2 [20] consiste en un elemento en forma de grilla (malla) que sirve para cortar en húmedo con molde filoso. En la patente Wilde CA1122065A [21] se aprecia una máquina de corte de pasta ancha basada en un cuchillo con desplazamiento horizontal. Por otro lado, en la patente EP2092835B1 [22] se propone una máquina completa para la preparación de lasaña, incluyendo el corte.
Revisando patentes relacionadas con el corte de otros tipos de alimentos, se encontró la patente US9731428B2 [23], que emplea un aparato para el corte por rebanado en forma rotatoria de alimentos. En la patente PL0913900-1BI [24], los autores desarrollan una máquina para el corte de tallarines. Por su parte, la patente US 9,867,380 B2 [25] contiene un sistema para el corte de fideos enfocado al desgaste mínimo de las hojas. La revisión al estado de arte en patentes arroja que el corte de lasaña se realiza por medio de un corte en húmedo, por lo que no aplica para el proceso que se realiza en pastas Comarrico S. A. S., porque la empresa prefiere que el corte se realice en seco. Así mismo, los otros procesos de corte de alimentos no son aplicables al caso de esta empresa por cuanto no tienen aplicabilidad en el proceso productivo con el que actualmente cuenta la planta. Por lo anterior, es evidente que la solución al problema de corte de lasaña en Pastas Comarrico s. A. s. debe ser una propuesta novedosa basada en las características intrínsecas de la línea de producción. La solución propuesta en este caso es hacer un corte de lasaña en seco aprovechando el espacio actual de la línea de producción. Tal proceso de corte debe superar la velocidad de producción actual, disminuir la cantidad de material desperdiciado y ocupar un espacio limitado. El diseño de la solución se apoyó en el uso del software de ingeniería Solid-Works [26] [27].
En el desarrollo del artículo se ilustra el proceso de diseño de la solución propuesta, que se ha agrupado en cuatro secciones. La primera describe el panel de lasaña como el objeto de interés del diseño y se establecen los requisitos de producción impuestos al diseño. La segunda presenta una solución al proceso de corte utilizando sus características actuales. Se valida el diseño conceptual y se plantea un diseño geométrico a la solución. La tercera sección muestra el desarrollo de los cálculos y las simulaciones que respaldan el diseño mecánico del equipo. La cuarta ilustra el diagrama eléctrico requerido para el funcionamiento del equipo. La quinta y última sección presenta las conclusiones y posibles trabajos futuros.
Requisitos de diseño de la máquina de corte
Antes de diseñar el equipo se realizó una búsqueda exhaustiva de proveedores de equipos para ver cuál brindaba una solución compatible con los requerimientos de la planta. Lastimosamente, los productos ofrecidos no eran compatibles con los requisitos de la planta, o en caso de serlo, tenían exigencias que incrementaban los costos operativos y de instalación. En esa búsqueda se consultaron los siguientes fabricantes: Fava [28], Italgi [29], Storci [30], entre otros. Sin embargo, la búsqueda comercial arrojó incompatibilidad entre los productos ofertados y las necesidades actuales de la planta, generalmente debido al corte, ya que se debe hacer después del secado, no antes. Debido a esto, se procedió a realizar un diseño a la medida y a identificar las características que debe tener el equipo que se va a construir. En las siguientes subsecciones se resumen tales condiciones y las propiedades típicas del proceso actual de corte.
Características del panel de lasaña
Las dimensiones del panel de lasaña que proviene de la etapa de secado son 500 mm de largo x 170 mm de ancho. Esta lámina es de consistencia frágil, y se le ha dotado de cinco muescas durante el proceso de premarcado. Las muescas ayudan a establecer el lugar donde se debe realizar el corte manual del panel, de lo cual se obtienen seis láminas más pequeñas de 85 mm de largo por 170 mm de ancho. La solución propuesta consiste en seguir utilizando las marcas de premarcado para hacer el quiebre, pero no manualmente sino de manera automática, sin afectar el proceso actual. La figura 2 ilustra las dimensiones de una lámina con las hendiduras hechas por el premarcado.
Nota.:Elaboración propia.

La hipótesis que se va a verificar para el proceso de corte automático es que basta con girar la lámina un ángulo pequeño para conseguir que esta se parta en donde se ubican las muescas de premarcado. Si bien el espesor del panel es variable, por cuanto existen diversos tipos de lasañas, el premarcado es una operación homogénea, con la que se logra que el proceso de corte tenga bajos requisitos de par, cercanos a los 0.02 Nm; sin embargo, se debe averiguar el valor adecuado para el ángulo de corte.
Requisitos de producción
Actualmente la empresa cuenta con unas características del proceso de corte de lasaña que se resumen en la tabla 1, donde se puede apreciar un volumen de pérdida en producción mayor a las 1600 láminas por turno y una velocidad promedio de producción cercana a 0-15 láminas por turno. La empresa desea que el nuevo proceso de corte tenga las características que se muestran en la tabla 2, es decir, mayor velocidad de corte con un incremento del 30 % en producción, y menor desperdicio de material, no mayor a 1000 láminas por turno. Además, se cuenta con la potencial prevención de las bajas relacionadas con la condición del túnel carpiano.
Tabla 1 Características del proceso actual en pastas Comarrico
| Variable | Valor |
|---|---|
| Capacidad de corte diario | 5040 paneles de pasta |
| Tiempo productivo | 7 horas |
| Cantidad de empleados | 2 personas |
| Costo de mano de obra | 1 smdlv |
| Pérdidas en producción | 1680 láminas por turno |
| Velocidad | 5 segundos por panel |
Nota. Elaboración propia.
Tabla 2 Requisitos y expectativas sobre el dispositivo
| Característica | Objetivo |
|---|---|
| Ubicación | Cerca de la zona de empacado |
| Área de ocupación | 3 m x 3 m |
| Altura | Igual a los otros elementos de la línea |
| Velocidad | Aumento en 100 % |
| Acabado del corte | Limpio |
| Momento | Luego del secado |
| Pérdidas | Menores a 1000 láminas por turno |
| Seguridad | Alta |
| Precio | Inferior a un año de salario |
Nota. Elaboración propia.
El análisis del proceso de corte se ha realizado en seco por cuanto la otra opción no es de interés para la empresa. El proceso de corte en húmedo implica tener láminas pequeñas durante el secado, que los ventiladores de tiro forzado, que se encuentran dentro de la cámara de secado, podrían expeler.
Síntesis del cortador
En esta sección se discute la solución propuesta para lograr el corte de lámina de manera automática sin generar un incremento en los desperdicios. Para alcanzar este objetivo se hicieron pruebas de concepto y se diseñó un prototipo funcional. Según los resultados esta es una solución viable en la que el prototipo final debe contar con mecanismos de ajuste del ángulo de corte.
Diseño conceptual
La figura 3 ilustra el diseño conceptual del dispositivo cortador. Se aprecian tres bandas transportadoras: de entrada, inclinada y de salida. La banda de entrada permite el ingreso del panel de lasaña, la banda inclinada hace el corte de lasaña y la de salida transporta las láminas cortadas a la siguiente sección del proceso productivo. Adicionalmente, se ha agregado lo que se denomina conjunto de rodillos, que permite tener el ángulo de corte adecuado y garantizar la geometría de la máquina.

Prueba de concepto
Antes de proceder con el diseño de la máquina se debe validar el diseño conceptual y su viabilidad operacional. La validación se hizo mediante un montaje sencillo, en el que se verificó la secuencia planteada del corte de lasaña. Se considera que la prueba es satisfactoria si cumple con los siguientes requisitos:
1) El bloque de pasta ingresa de forma horizontal y secuencial
2) El quiebre de la pasta se da únicamente en las ranuras
3) El quiebre de la pasta es automático y secuencial
Adicionalmente, se tuvieron en cuenta las siguientes preguntas de experimentación para responder con base en los resultados de la prueba:
1) ¿Cuál es el valor del ángulo crítico de corte?
2) ¿Los rodillos son suficientes para tomar los paneles?
3) ¿Lograrán los paneles avanzar hasta la banda de salida?
4) ¿Existirá una fuerza de apalancamiento debido al contacto durante el corte?
5) Después del corte, ¿podrán las láminas seguir avanzando hasta la salida?
6) Durante el corte, ¿las láminas se mantendrán rectas?
Se diseñó una maqueta consistente en rodillos, banda transportadora, poleas y elementos de soporte para probar los criterios antes señalados. El montaje se muestra en la figura 4, y está compuesto por perfiles en L que se unieron en una estructura con forma de mesa. Los perfiles se perforaron para alojar pernos y anclar soportes ajustables, que permiten cambiar la altura de los rodillos con la ecualización de unos tornillos. Los rodillos se sujetan a estos soportes ajustables en su elemento superior. La extensión de uno de los rodillos es pequeña para ser apresada con una llave de expansión, y con eso girarla para poner en funcionamiento la maqueta.

Al finalizar las pruebas se observó que se cumplieron todos los requisitos técnicos del corte de lasaña. Los paneles avanzaron hacia la zona de fractura y, luego de algunos ajustes en el ángulo de corte, se quebraron de manera continua y en el mismo lugar al entrar en contacto con la banda oblicua. Se encontró que el ángulo correcto para el quiebre de la pasta es de 20 ° con respecto a la horizontal. Esto se convierte en una condición para el diseño final, ya que si varía ese ángulo, los quiebres se vuelven imperfectos y la fractura llega a zonas fuera la ranura. Se plantea la consideración de que el diseño final tenga elementos de graduación para afinar el ángulo de corte, según el proceso de producción.
Síntesis geométrica
El experimento de la prueba de concepto aclaró dudas sobre el diseño de la región de corte; sin embargo, es necesario definir las dimensiones finales del equipo. En la figura 5 se puede apreciar la disposición final de la sección de corte y se observa que hay dos rodillos sincronizados entre sí por medio de cadenas (color verde en la gráfica).

Estos son los denominados rodillos de empuje de lámina: uno se ubica en la parte superior y el rodillo principal en la parte inferior. El principal se puede graduar horizontalmente para variar el ángulo de corte y lograr el mejor ángulo para la velocidad de corte deseada. Su valor varía en 20 ± 5 grados. El tercer y último rodillo importante de la figura 5 se sitúa en el extremo izquierdo, denominado rodillo de salida, cuya función es impulsar la banda para que recoja las láminas cortadas y llevarlas a la sección final de la máquina.
Los rodillos, principal y de empuje deben estar sincronizados entre sí para conseguir la misma velocidad de corte. Para una velocidad de producción de 10 000 láminas por turno, la banda transportadora debe tener una velocidad lineal de 5 cm/s y requiere que los rodillos giren a 160 RPM (revoluciones por minuto).
La figura 6 ilustra el diseño dimensional final de la máquina, donde el panel de lasaña se mueve de derecha a izquierda. La región de entrada del panel debe ser de al menos 564 mm para que un panel completo pueda reposar antes de ingresar a la zona de corte. A la salida de la sección de corte se encuentran dos rodillos auxiliares que cumplen la función de variar el ángulo de salida de la banda transporadora, que cambia de los 46 ° en la sección de corte (134 ° con respecto a la horizontal), como se advierte en la figura 5, hasta los 15 ° en la sección de salida (195 ° respecto a la horizontal). El último rodillo de la figura 6 se localiza en la parte inferior de la máquina y su función es mantener la tensión.

Diseño mecánico del sistema
Para el diseño mecánico del equipo se empleó la teoría del diseño de máquinas de la ingeniería mecánica, con apoyo en el software SolidWorks. Este diseño mecánico consiste en determinar los diferentes componentes del equipo, establecer los materiales y dimensiones de cada uno, validar su durabilidad acorde con la vida útil de la máquina, seleccionar los componentes disponibles comercialmente, establecer las condiciones de fabricación de los que no estén disponibles comercialmente y, por último, arrojar los planos de fabricación de los elementos de la máquina. Los pasos completos para el diseño mecánico de la máquina se documentan en [31]. En esta sección se explicarán únicamente los resultados más relevantes arrojados por el diseño mecánico, tal como se observa en la figura 7.
Cálculo y selección del motor principal
El motor principal se calcula a partir de dos valores fundamentales asociados a los componentes de la máquina y la carga externa (lasaña sobre la banda). Por un lado, se tiene la potencia necesaria para impulsar desde el reposo todos los componentes involucrados y, por otro lado, la potencia necesaria para mantener a velocidad uniforme de las partes, es decir, la potencia perdida por la fricción interna de la máquina.
La potencia de arranque se asocia con la aceleración, durante 200 ms (milisegundos), de los componentes de la máquina que van desde el reposo hasta la velocidad de operación de 250 mm/s para la banda y la lasaña, y de 16.67 rad/s para los rodillos de 30 mm de diámetro. En SolidWorks se obtiene que cada rodillo tiene una inercia de 112.5 Kg mm 2 , que arroja una potencia de arranque de 10 W. Es un número bajo debido a que la máquina está orientada a un trabajo logístico de tiempo y movimiento, mas no un trabajo de fuerzas o deformaciones. Para tener una idea, todo el sistema se puede mover sin esfuerzo con una mano.
La potencia de velocidad constante dependerá de la fricción entre rodillo y banda en caso de deslizamiento y del par de fricción en los cojinetes de apoyo de los rodillos. Idealmente, ambas cantidades deberían ser cero, pero en la realidad, el desalineamiento en los rodamientos, la falta de lubricación, un posible atascamiento de la banda, entre otros, hace que ese valor no sea despreciable. En todo caso, este valor siempre será menor que la potencia de arranque y frenado, por lo que, siendo conservadores, se tomará tal potencia como la necesaria del conjunto motorreductor principal.
El motorreductor seleccionado para el dispositivo es el MU30 de STM referencia PAM63B14, que se aprecia en la figura 7 de color blanco, que, si bien se encuentra sobredimensionado en sus aspectos de torque y potencia, cumple con la exigencia de velocidad lineal de los rodillos.
Diseño del eje principal y los ejes de los rodillos
El diseño de los ejes de los rodillos se fundamenta en las cargas que soportan. Desde el punto de vista estático, todos los ejes soportan el mismo tipo de carga, es decir, la fricción entre la banda transportadora y el rodillo, y la carga por tensión de la banda transportadora. La figura 8 ilustra el diagrama de cuerpo libre general para cualquiera de los rodillos de la máquina.

Nota. Elaboración propia.
Figura 8 Diagrama de cuerpo libre. a) Modelamiento de viga en computador, medidas en mm. b) Esquema de fuerzas.
La principal diferencia entre el rodillo principal (y su eje) respecto a los demás rodillos, es que en los rodillos secundarios la fricción entre el rodillo y la banda genera un par sobre el rodillo que se pierde en la fricción de los cojinetes de apoyo. Normalmente, este par es despreciable. Mientras que en el rodillo principal, esta fricción genera la tensión en la banda y mueve toda la máquina.
En el caso del eje principal, eje A de la figura 6, la potencia de 10 W a una velocidad angular del rodillo de 16.7 rad/s, genera un par de 0.57 Nm, que se transforma en una tensión de tracción en la banda de 32 N, resultando en 64 N de carga en el rodillo debido a los dos lados de la banda. A esto se le suma la tensión de temple de la banda que es de 106 N. La figura 9 muestra el diagrama de cuerpo libre del eje que se va a diseñar.

Nota. Elaboración propia.
Figura 9 Estática del rodillo#4 medidas en [mm]. a) Diagrama de cuerpo libre. b) Modelamiento de viga en computador. c) Diagrama de fuerza cortante. d) Diagrama de momento flector.
Para simplificar el diseño de la máquina se tomarán todos los ejes secundarios iguales, por lo que este se basará en el caso más crítico de la carga, que viene siendo el eje extremo derecho de la figura 6. En este caso, despreciando el par de fricción, la carga debido a la tensión de la banda es de 270 N. El diseño es similar al del eje principal, cambiando únicamente la carga que debe soportar.
El diseño mecánico, empleando la teoría de von Mises, prueba que el eje principal debe ser de acero AISI 304 con las dimensiones ilustradas en la figura 10(a), mientras que los ejes secundarios tienen las dimensiones de la figura 10(b).

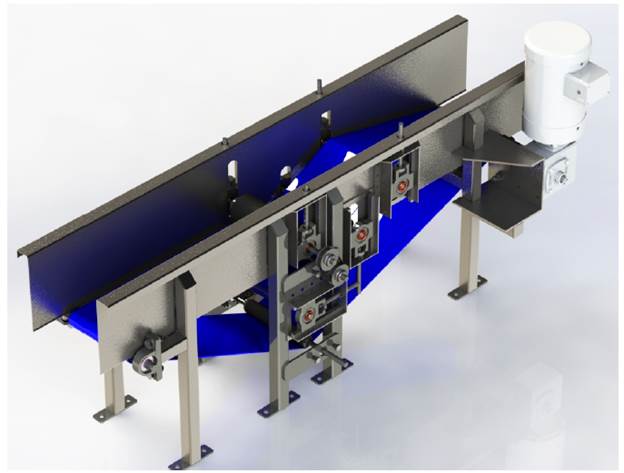
La figura 11 ilustra la máquina real ensamblada. Para su construcción se seleccionaron rodamientos inoxidables de uso cotidiano, autoalineantes y de pared, con Φ= 15mm, referencia SKF FYTB 15 TF para todos los 14 apoyos. La banda seleccionada es de PVC porque posee superficies con revestimiento fundido, no porosas y de baja migración, de fabricación a la medida. La tensión de rotura es muy superior a la tensión calculada para la banda. El espacio de ocupación de la máquina es de 2.6 m x 0.7 m x 1.2 m, con una especificación de área de 3 m x 3 m. La estructura principal está ensamblada con tubería cuadrada de 2 x 2 x 0.25 in de acero AISI 304.

Diagrama eléctrico
Las necesidades del equipo desde el punto de vista eléctrico son: encendido/apagado del motor, la variación de velocidad de este para ajustarlo a diferentes condiciones de funcionamiento, apagado de emergencia. La velocidad de proceso se estableció en el rango de 40-100 RPM en el rodillo y se hace necesario la presencia de un sistema de seguridad. La figura 12 muestra el diagrama eléctrico empleado en el equipo finalizado.

Dos líneas vivas y un neutro alimentan al contactor. Esta alimentación pasa al guardamotor GV2ME07 con otros tres cables, ahí se selecciona el nivel de protección que se desea con la perilla selectora. El guardamotor alimenta al variador de frecuencia CIMR-VU2AOOO6FAA, donde es posible seleccionar la velocidad del motor incluyendo su curva de arranque y detención.
El variador también recibe una conexión que proviene del interruptor del paro de emergencia. Finalmente, la energía se entrega al motor eléctrico por medio de otros tres cables.
Conclusiones y trabajos futuros
A partir de la concepción, diseño y fabricación del nuevo equipo de corte de láminas de lasaña en Pastas Comarrico S. A. S. se desarrolló un concepto novedoso para cortar láminas de pasta de manera consecutiva, logrando una tasa de corte efectiva y consistente con los requisitos de volúmenes de producción y bajos desperdicios propuestos por la empresa. El proceso de diseño y construcción del equipo involucró una prueba de concepto previa, que dio resultados positivos, relacionados con un modelo simple de corte en el que se aprovechan las características actuales de los paneles de lasaña, sin involucrar una mayor complejidad en el proceso de corte. Lo relevante de la etapa de concepto es la determinación experimental del valor clave del ángulo de corte y par aplicado, para determinar la potencia, velocidad y geometría del diseño definitivo de la máquina.
Una característica importante del equipo desarrollado, consiste en un número bajo de componentes mecánicos, lo que le confiere una mayor confiabilidad desde el punto de vista de su mantenimiento y operación. El equipo contiene además parámetros variables como la velocidad de operación y el ángulo de corte, de manera que puede ser fácilmente adaptable a nuevos requisitos de volúmenes de producción y condiciones variables en los paneles de lasaña.
Un trabajo pendiente del diseño del equipo consiste en su instrumentación para tener un mayor control del proceso productivo como, por ejemplo, número de láminas cortadas, proceso de control de calidad de la lámina para descartar las láminas mal cortadas, sensores para la detección de posible atascamiento de las láminas, sistema de control de la orientación de las láminas, sistema de apilamiento en la descarga de las láminas de corte, entre otros.

