











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
Introducción
El uso de fibras vegetales en varias aplicaciones de ingeniería ha aumentado en los últimos años. Propiedades como su amplia disponibilidad, su bajo costo, su elevada resistencia y su biodegradabilidad promueven su uso en la manufactura de materiales compuestos alternativos 1. Sin embargo, estas pueden verse limitadas por algunos factores, entre los que se destacan su sensibilidad a la humedad, su compleja composición química, la variación de sus propiedades y su baja compatibilidad con la mayoría de las resinas que son frecuentemente empleadas como matriz de compuestos convencionales, aspectos que pueden perjudicar tanto el desempeño mecánico del compuesto como su durabilidad 1)-(4.
Investigaciones recientes han demostrado que el desempeño mecánico de materiales biocompuestos depende sustancialmente de las características de la superficie de las fibras 5), (6. Por este motivo, es pertinente la realización de tratamientos superficiales mediante los cuales se puedan remover parcialmente las impurezas adheridas a la superficie de las fibras, y así mejorar su adherencia con la matriz del compuesto 7)-(10.
Uno de los métodos más frecuentes en la modificación de la superficie de las fibras vegetales es la mercerización. Resultados publicados en los últimos años han demostrado que, al sumergir las fibras en una solución alcalina durante un periodo determinado, es posible modificar su índice de cristalinidad y eliminar parcialmente la lignina, la hemicelulosa y otros compuestos presentes en su superficie. De otra parte, se ha comprobado que este tratamiento actúa sobre los grupos hidroxilos presentes en las regiones amorfas del material, lo cual mejora su reacción con el aglutinante. No obstante, la eficiencia de este tratamiento, se ha verificado que, al someter el material a altas concentraciones de la solución química o a tiempos de tratamiento prolongados, puede ocurrir una degradación de las fibras, lo cual afecta la resistencia y la durabilidad del compuesto 11)-(17.
En los últimos años, las tecnologías de plasma frío han encontrado numerosas aplicaciones en la limpieza y en el procesamiento de materiales. La implementación de estas técnicas está relacionada con su capacidad para cambiar las propiedades de la superficie de un material; es decir, actúa sobre sus capas más externas sin modificar sus propiedades volumétricas 18. Los métodos de tratamientos mediante la aplicación de plasma se caracterizan por un bajo consumo de productos químicos y de energía; así, reduce el impacto ambiental generado a partir de dichos tratamientos químicos 18)-(25.
En este artículo, se ha evaluado el efecto de dos de los parámetros que intervienen en la manufactura de compuestos reforzados con fibras aleatoriamente distribuidas y resina vegetal. Para la elaboración del compuesto se han utilizado fibras de Arundo donax (caña brava) y fibras de bambú de la especie Guadua angustifolia Kunth (guadua). Para modificar la superficie de las fibras, se trabajaron dos tratamientos: uno alcalino (10 % de solución de hidróxido de sodio durante 24 h) y otro con plasma frío de metano. Como matriz del compuesto se usó una resina vegetal obtenida del procesamiento del aceite de ricino. Para evaluar el efecto de los parámetros de diseño se adelantó un diseño central compuesto.
Materiales y métodos
Para la elaboración del biocompuesto se recurrió a dos tipos de fibras: las obtenidas de la sobrebasa de culmos de Arundo donax (caña brava), y de bambú de la especie Guadua angustifolia Kunth (guadua). Las fibras se obtuvieron mediante extracción mecánica. Sus propiedades físicas (densidad (D) y capacidad de absorción (CA)) se lograron a partir de los procedimientos descritos en las normas internacionales 26), (27. La resina utilizada como matriz fue un poliuretano termoestable, derivado del aceite de ricino. Sus propiedades se presentan en la tabla I. Para la modificación de la superficie de las fibras se aplicaron dos tratamientos superficiales: uno físico (con plasma frío de metano) y otro químico (mercerización). Para el primero se adoptó un sistema DC-pulsado PECVD, con una presión de trabajo igual a 25 Pa durante 15 min, un potencial DC de -700 V, una corriente igual a 0,05 A y un flujo de gas de 10 sccm. El segundo consistió en la inmersión de las fibras en una solución de 10 % de hidróxido de sodio durante 24 h, seguido de un lavado con agua destilada y secado a temperatura ambiente durante 72 h. Las propiedades físicas de las fibras antes y después de cada tratamiento se presentan en la tabla II


Para la manufactura del biocompuesto se trabajó 70 % de volumen de fibras y 30 % de resina. Se fabricaron paneles de 0,3 m de ancho; 0,3 m de longitud, y 0,007 m de espesor, a partir del método de compresión a temperatura ambiente. Se aplicó una fuerza de compresión de 120 kN durante 18 h. Una vez retirados del molde, los paneles se curaron durante 7 d a temperatura ambiente.
La densidad anhidra (DA), la capacidad de absorción efectiva (AE), la absorción superficial (AS) y el porcentaje de hinchamiento (H) de los paneles se determinaron siguiendo las recomendaciones de las normas ASTM D4442-20 28, ASTM D2395-17 29 y ASTM D8171-18 30. El módulo de rotura (MOR) y el módulo de elasticidad aparente (MOE) se calcularon mediante el procedimiento establecido en la ASTM D1037-12 31.
Para el análisis de la superficie de respuesta fue recurrió a un programa comercial (Minitab). Se implementó un diseño central compuesto de dos factores, para lo cual se consideraron como variables de diseño el tipo de fibras (A) y el tipo de tratamiento (B). Se realizaron 14 corridas de manera aleatoria. La nomenclatura para la identificación de los paneles se presenta en la tabla III. La codificación empleada, el orden estadístico y el orden de corrida se detallan en la tabla IV.


Para analizar la influencia de las variables de diseño y su interacción, se obtuvieron las gráficas de Pareto para cada una de las propiedades estudiadas. Para visualizar la relación entre las variables estudiadas se trabajaron las gráficas de contorno. A partir del análisis de varianza se recurrió a ecuaciones que arrojan una estimación de las propiedades de los paneles en función del tipo de fibras y del tratamiento aplicado.
Resultados y discusión
Para analizar el efecto de las variables de diseño en las propiedades físicas del biocompuesto se obtuvieron experimentalmente los valores de densidad anhidra (DA), absorción efectiva (AE), absorción superficie (AS) y porcentaje de hinchamiento (H). Los resultados de este ejercicio se presentan en las figuras 1 y 2.

Figura 1 Influencia del tipo de fibras y del tratamiento superficial de las fibras en la densidad anhidra y en la absorción superficial

Figura 2 Influencia del tipo de fibras y del tratamiento superficial de las fibras en la capacidad de absorción efectiva y en el porcentaje de hinchamiento
Tras analizar los resultados de la figura 1, se observa que al trabajar los tratamientos superficiales se provoca una reducción en la densidad del material. Esta reducción fue de aproximadamente 18 % para compuestos reforzados con fibras de Arundo donax L., y menor al 5 % para compuestos reforzados con fibras de guadua. De otra parte, hubo una reducción en los valores de absorción superficial en todos los paneles elaborados con fibras tratadas. Particularmente, en paneles elaborados con fibras de guadua tratadas con plasma se presentó una reducción significativa de la absorción superficial (mayor al 50 %), lo cual permite demostrar la eficiencia de este tratamiento en el incremento de las propiedades físicas de este compuesto. De forma similar, a partir de los resultados de la figura 2 se percibe una reducción que osciló entre el 30 % y el 45 % en los valores de absorción efectiva, y entre el 26 % al 65 % para los de porcentaje de hinchamiento.
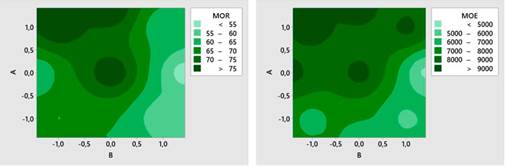
Para el estudio de la influencia de las variables de estudio en las propiedades mecánicas del compuesto se alcanzaron experimentalmente los valores del MOR y del MOE. Los resultados se ilustran en la figura 3.

Figura 3 Influencia del tipo de fibras y del tratamiento superficial en los valores de módulo de rotura y módulo de elasticidad aparente
Tras los resultados de la figura 3, se aprecia un incremento en la resistencia a flexión de los paneles reforzados con fibras a las que se les aplicó un tratamiento superficial de plasma frío de metano. Este incremento es más notorio en los paneles reforzados con fibras de guadua (aproximadamente 33 %). Adicionalmente, se evidencia un incremento en la rigidez de los paneles, tras analizar los valores para el MOE. En este caso, los resultados experimentales indican una diferencia menor al 15 % en los valores del MOE para compuestos reforzados con fibras tratadas con hidróxido de sodio y con plasma.
Para evaluar el efecto de la variación del tipo de fibras y del tipo de tratamiento superficial, así como la significancia de su interacción en cada una de las propiedades de los paneles, se realizaron los diagramas de Pareto. Los resultados se ilustran en las figuras 4, 5 y 6. En los diagramas A representan el tipo de fibras; B, el tipo de tratamiento, y AB, la interacción entre las variables.



Analizando los resultados presentados en las figuras 4(a) y 4(b), se percibe que el tipo de fibras ejerce un efecto significativo en la densidad y en la absorción superficial del compuesto; sin embargo, los tratamientos implementados no afectan significativamente estas propiedades físicas del material. A partir de los resultados obtenidos no se identifica una interacción entre las variables de diseño.
Observando las figuras 5(a) y 5(b), se percibe el efecto significativo del tratamiento aplicado en la absorción efectiva y en el porcentaje de hinchamiento de los paneles. En el caso de la primera, la interacción entre los factores de diseño puede afectar significativamente la respuesta del material. Además, el tipo de fibras sí impacta de manera representativa el valor del porcentaje de hinchamiento del compuesto.
En las figuras 6(a) y 6(b), se observa el efecto significativo de las variables de diseño en los valores del MOR y del MOE. La relación entre las variables de estudio puede visualizarse en las gráficas de contorno (figuras 7, 8 y 9).


Una vez trabajados los resultados del análisis de la superficie de respuesta, se obtuvieron ecuaciones que permiten predecir las propiedades físicas y mecánicas del material, donde A representa el tipo de fibras; B, el tipo de tratamiento, y AB, representa la interacción entre las variables.






Conclusiones
En este trabajo se evaluó la influencia del tipo de fibras y de su tratamiento superficial en las propiedades de paneles biocompuestos. Se realizó un análisis de superficie de respuesta mediante un diseño central compuesto para evaluar los efectos principales de las variables de diseño y su interacción. Los principales hallazgos se describen a continuación:
La selección del tipo de fibras y el tipo de tratamiento aplicado para el acondicionamiento de su superficie afectan de manera significativa la resistencia, la rigidez y la estabilidad dimensional de estos compuestos.
El tratamiento alcalino es un el método económico, de fácil aplicación, que permite eliminar parcialmente la lignina y otras impurezas adheridas a la superficie de las fibras; así, mejora la adherencia mecánica con la resina vegetal. Por este motivo, compuestos reforzados con fibras tratadas con solución de hidróxido de sodio muestran mejor desempeño mecánico que aquellos elaborados con fibras no tratadas.
Según los resultados, se pudo comprobar que paneles elaborados con fibras de guadua tratadas con plasma registran mejor desempeño mecánico y menor capacidad de absorción.
Igualmente, fue posible obtener ecuaciones que permiten predecir las propiedades físicas y mecánicas de los paneles compuestos, en función del tipo de fibra vegetal y de su tratamiento superficial

