











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
1. Introducción
En el ámbito de los experimentos y evaluación de ellos, por medio de ANOVA, se confirman factores que influyen en los casos de estudio para determinar las variables y parámetros de control en el proceso para la elaboración de un espécimen [1]. El análisis en el caso de estudio determina la viabilidad de cada una de las impresoras utilizadas para la elaboración de espécimen de prueba, al igual que su comparación entre ellas, identificando los factores que permiten mejorar el proceso de fabricación.
La significancia estadística que ofrece ANOVA en un análisis con la impresión 3D, determina la importancia de los factores a comparar, en conjunto, con las variables de respuesta para los diferentes factores involucrados en los niveles asignados para un análisis de estas características [2], en donde los puntos clave o críticos están en el desempeño de las impresoras durante el proceso.
Al utilizar el análisis de varianza se deben tomar en consideración los diferentes tipos de pruebas que se pueden ejecutar, entre las cuales se tiene Tukey, Dunnet, las cuales dependen de la homogeneidad en la varianza [3], en este caso de estudio se identificará la prueba que cumpla con los parámetros involucrados con las impresoras 3D. La fabricación de los especímenes por medio del prototipado está centrada por los parámetros de control en el proceso, entre los cuales se tiene el espesor de capa, densidad de relleno, arreglo para la deposición del material, soportes, temperaturas que dependen de forma directa con las especificaciones del material y la velocidad de deposición [4], por lo que es importante identificar en el análisis de varianza si estos factores prevalecen en el desempeño de las impresoras.
El uso de la manufactura aditiva como un proceso de fabricación para productos o especímenes de prueba representa condiciones óptimas para hacer uso de ella debido a que se obtiene la fabricación de forma directa, obtención de los productos en una sola pieza, elaboración de estructuras complejas desde el punto de vista homogéneas y no homogéneas, disminución en el uso de energía [5], de acuerdo a esto es de gran interés evaluar impresoras para obtener una mejora en los procesos de fabricación justificándolo con un análisis de varianza.
En la elaboración de un producto se deben considerar diversas pruebas de impresión con el propósito de establecer el proceso con las mejores condiciones de fabricación. En donde se toma en cuenta la digitalización del modelo, la resolución, las escalas y los efectos del postproceso, que dependen de la complejidad de la pieza [6]. Por lo que, el uso de la tecnología de impresión 3D muestra tendencias de análisis en diversos factores que se consideran como parámetros de control en la elaboración y en la estadística
En muchos casos, el uso de los experimentos fomenta la función de elaborar guías para nuevas investigaciones con análisis de varianza, que permiten determinar el uso de factores y variables representativas en la obtención de respuesta al caso de estudio y tomar decisiones para la eficiencia de los experimentos planteados [7], por lo que ANOVA forma parte de una herramienta eficaz en este ámbito.
En el análisis del caso de estudio se lleva a cabo un experimento con especímenes de prueba, en donde es posible inducir cambios en las variables seleccionadas en el proceso, con ello identificar los criterios o parámetros en las variables tanto de entrada como de salida y evaluar de manera satisfactoria los factores estadísticos [8]. Por otro lado, es una herramienta robusta por los cambios que se presentan al momento de aplicarse en los especímenes de prueba, obteniendo respuestas acordes a las variables establecidas en las entradas del sistema.
Un análisis de varianza es una prueba de significancia que permite realizar la comparación de dos variables conocidas que indican la dirección que debe obtener la respuesta al aplicar esta herramienta estadística [9], observando que las premisas establecidas en las hipótesis exigen un estudio apoyado de pruebas igualmente estadísticas.
En el desarrollo de esta investigación se tiene la repetibilidad de mediciones, como parte del experimento, en donde es claro y evidente el uso de un análisis de varianza con ANOVA haciendo uso de dos factores [10] en la elaboración de especímenes de prueba como parte de un caso de estudio con manufactura aditiva en impresión 3D, de acuerdo con los resultados se determinará si el experimento es balanceado o no balanceado.
En los siguientes párrafos se describen los pasos a seguir para el desarrollo de esta investigación en función del análisis de varianza, especificando el caso de estudio, los 3 equipos de impresión utilizados e instrumentos de medición, con el propósito de obtener datos representativos como parte de la tendencia en análisis de manufactura aditiva con la tecnología de impresión 3D.
2. Método
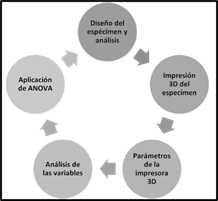
El presente trabajo fue desarrollado en las instalaciones del Departamento de Sistemas de la Universidad Autónoma Metropolitana, Unidad Azcapotzalco, como proceso de análisis de los procesos de manufactura aditiva por medio de la impresión 3D para un caso de estudio de un soporte, utilizado para eliminar efectos de vibración en sistemas mecánicos. En el siguiente diagrama, Fig. 1, se observan las etapas aplicadas en el análisis de varianza para los especímenes del caso de estudio.
La Fig. 1 tiene como finalidad ejemplificar las etapas con las que se desarrolló el trabajo que se presenta, en donde se detalla la metodología cíclica que se aplicó en el caso de estudio correspondiente, a continuación, se describen cada una de las etapas aplicadas en el caso de estudio.
2.1. Etapas en el desarrollo del análisis de varianza
Diseño del espécimen y análisis: para el diseño del producto como espécimen, en el caso de estudio se realizó por medio de un programa de CAD el cual ofrece la facilidad de exportar el archivo en diversas extensiones para cada una de las aplicaciones que se llevarán a cabo hasta la fabricación del prototipo, en la Fig. 2 se tiene el bosquejo del elemento mecánico y la Fig. 3 el diseño en el programa de CAD.
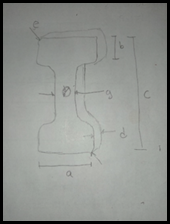

El bosquejo permite identificar de manera general un dibujo del producto a diseñar, se observan algunos detalles para la realización en los modeladores de CAD, con la suficiente robustez, desde el punto de vista diseño, para lograr las modificaciones y retroalimentaciones constantes del espécimen. En el mismo bosquejo se observan las medidas a considerar en el análisis relacionado con la metrología que se trabaja en este artículo para el estudio de ANOVA.
El modelo realizado tiene la característica de ser homogéneo, como se observa en la Fig. 3, lo cual permite que las evaluaciones correspondientes se logren con la menor dificultad posible, en lo relacionado con las mediciones que se obtienen para el análisis estadístico, logrando el resultado en la aplicación del espécimen. Uno de los factores predominantes de uso de un modelador de CAD es por la facilidad para realizar cambios en la geometría de manera precisa, ya sea desde la función del modelo tridimensional o en la plantilla de bosquejo con las dimensiones correspondientes al diseño de producto.
Impresión 3D del espécimen: para el desarrollo del prototipo se hace uso de tres equipos, Fig. 4, con características homogéneas en los parámetros para la realización de prototipos.
La intención de utilizar tres tipos diferentes de impresión es básicamente para determinar el control de los parámetros y la calidad del espécimen al obtener por medio de la manufactura aditiva, se considera que los tres equipos son funcionales y cada uno tiene uso de manera específica como parte de las aplicaciones dentro de la ingeniería y las demás ciencias involucradas con la impresión 3D. De acuerdo con los especímenes diseñados en CAD, el resultado de la impresión en 3D, se muestra en la Fig. 5.


Tabla 1 Parámetros utilizados en la elaboración del espécimen.
| Impresora 1 (a) | Impresora 2 (b) | Impresora 3 (c) | |
|---|---|---|---|
| Tipo de material | PLA | PLA | PLA |
| Temperatura de fusión [°C] | 190 | 210 | 200 |
| Relleno | Lineal | Lineal | Lineal |
| Densidad [%] | 30 | 30 | 30 |
| Tiempo de elaboración [min] | 35 | 28 | 30 |
| Voltaje [volt] | 110-240 | 100-240 | 110-240 |
| Espesor de capa [mm] | 0.19 | 0.19 | 0.2 |
Fuente: Elaboración propia, 2023.
Los especímenes obtenidos se elaboraron bajo las mismas condiciones dimensionales obtenidas en el modelo de CAD [11], exportándose con extensión STL para lograr la impresión en los equipos descritos. Se observa de manera general algunas diferencias de calidad superficial y ello debido a la capa de impresión que se tienen para la elaboración de prototipos, para este caso de estudio se tomó en cuenta una capa de 0.19 y 0.2 mm.
Parámetros de la impresora 3D: en la Tabla 1 se mencionan los datos de cada uno de los equipos utilizados para esta investigación.
De la Tabla 1 se observa que los parámetros considerados para el análisis del espécimen como caso de estudio tiene una variación que va de 2-10 unidades en cada uno de los datos, en la Fig. 4 se observan los equipos utilizados y la tabla con los datos características de cada uno de estos equipos.
En este análisis, se consideran los parámetros mencionados en la Tabla 1 como primera etapa de este, con el propósito de retroalimentar los resultados y establecer nuevas tendencias de mejora en el análisis con una mayor cantidad de especificaciones de los equipos.
Análisis de las variables: las variables que permiten aplicar un análisis estadístico para el espécimen mencionado se describen a continuación en la Tabla 2.
Las variables identificadas en la tabla anterior son factores que predominan en la elaboración de productos en impresión 3D y son los que permanecen presentes al momento de realizar el análisis estadístico. Es sin duda importante resaltar que algunas de las variables se utilizan en ANOVA para uno y dos factores [12], por ello la importancia de mencionarlos en este apartado.
Tabla 2 Variables en el análisis del caso de estudio.
| Variable | Valor |
|---|---|
| Operador de máquina | 3 |
| Velocidad de impresión [mm/s] | 30-90 |
| Temperatura de impresión [°] | 190-230 |
| Densidad [%] | 10-50 |
| Instrumentos de medición | Calibradores |
| Temperatura ambiente [°] | 18-23 |
| Voltaje | 110-240 |
Fuente: Elaboración propia, 2023.
Con respecto a la velocidad de impresión, es una de las variables relevantes, porque de ello depende la calidad y la deposición del material fundido en los productos que se elaboran mediante impresión 3D, y el control de esta misma se aplica conforme se adquiere experiencia en las propiedades físicas fundamentales del filamento, como lo es la temperatura de fusión y el diámetro.
Aplicación de ANOVA: en esta etapa se concentra toda la información de las etapas anteriores y se gestiona el aspecto estadístico en conjunto con la metrología para abordar el análisis de ANOVA al caso de estudio, obteniendo datos representativos dentro de la evaluación y establecer tendencias de mejora en la aplicación de la impresión 3D como herramienta de la manufactura avanzada en la ingeniería y sus diversas áreas de aplicación.
Un aspecto sobresaliente del análisis de ANOVA es la comparación existente en la variabilidad media que puede ubicarse entre y dentro de grupos de datos [13]. Sin olvidar las hipótesis que se deben plantear para cada uno de los casos en el análisis del producto, operadores y equipos de impresión.
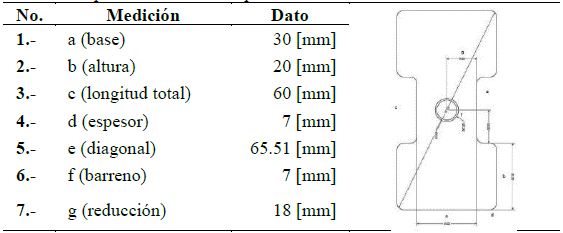
Para el caso de estudio se han seleccionado una serie de parámetros medibles que se utilizaran para el análisis en cuestión, en la Tabla 3 se muestran las mediciones que se realizarán al espécimen para la evaluación.
Tabla 4 Parámetros en las impresoras para la fabricación de los especímenes.
| No. | Parámetro | Dato |
|---|---|---|
| 1 | Voltaje | 110 [volts] |
| 2 | Densidad de relleno | 30 [%] |
| 3 | Temperatura de fusión | 200 [°C] |
| 4 | Material | PLA |
| 5 | Espesor de capa | 0.19 [mm] |
| 6 | Tiempo de elaboración | 30 [min] |
| 7 | Temperatura ambiente | 21 [°C] |
| 8 | Base de soporte | 6 [capas] |
| 9 | Ángulo de soporte | 30 [°] |
| 10 | Calidad | Trabajo |
| 11 | Tipo de relleno | Cruzado |
| 12 | Boquilla | Ø 0.4 [mm] |
| 13 | Capa de fabricación | 0.29 [mm] |
Fuente: Elaboración propia, 2023.
Al observar los datos en la Tabla 3, se prosiguió a determinar los parámetros posibles en las impresoras de 3D, para la evaluación con ANOVA en los especímenes.
Los parámetros para considerar en las impresoras, de acuerdo con el funcionamiento, durante la impresión del espécimen, se mencionan en la Tabla 4, específicamente para el caso de estudio, dado que estos cambian en función del producto fabricado en cada uno de los equipos.
Es importante resaltar que los valores se estandarizaron para las tres impresoras para que los especímenes se lograran elaborar con la mayor calidad, controlando los parámetros, tomando en cuenta que eso va a estar en función de cada fabricante en los equipos de impresión 3D.
2.2 Datos para el uso de los instrumentos de medición
Para las mediciones de cada espécimen se hace uso de calibradores pie de Rey analógicos y digitales para determinar la viabilidad en cada uno de estos instrumentos y obtener el usual para este tipo de mediciones con el caso de aplicación, en la Fig. 6 se muestran los calibradores utilizados.

Fuente: Elaboración propia, 2023.
Figura 6 Calibradores pie de Rey para las mediciones de los especímenes.
La figura anterior muestra los instrumentos de medición utilizados en el desarrollo de la medición de los especímenes, de los cuales se tienen las especificaciones en la Tabla 5.
Tabla 5 Especificaciones de los calibradores.
| Especificación | Dato | |
|---|---|---|
| Análogo | Digital | |
| Rango | 0 a 6 [pulg], 0 a 0.150 [mm] | 0 a 6 [pulg], 0 a 152.4 [mm] |
| Medidas | Métrico y pulgadas | Métrico y pulgadas |
| Peso | 260 [gramos] | |
| Temperatura de trabajo | 3-50 [°C] | 5-40 [°C] |
| Exactitud | ±0.002 [pulg], ±0.03 [mm] | 0.001 [pulg] 0.01 [mm] |
| Repetibilidad | 0.001 [pulg], 0.02 [mm] | 0.0005 [pulg], 0.01 [mm] |
| Velocidad máxima de medición | 60 [pulg/seg], 1.5 [m/seg] | 60 [pulg/seg], 1.5 [m/seg] |
Fuente: Elaboración propia, 2023.
Tabla 6 Parámetros de los operadores.
| Parámetro | Descripción |
|---|---|
| Edad | 30-45 años, cuyo dato se obtiene al realizar evaluaciones, en donde el operario no presente molestias físicas y visuales para realizar la actividad de medición. |
| Capacitación en metrología | Contar al menos con tres cursos de capacitación relacionados con: dibujos en ingeniería, errores de medición, patrones, metrología básica, tolerancias, unidades de medición e instrumentos, calibración. |
| Uso de instrumentos de medición | Contar con la experiencia en el uso y manejo de instrumentos de medición como lo son calibradores Pie de Rey, regla graduada, compás, micrómetro, entre otros. |
| Iluminación | Se establece un nivel de iluminación para realizar las mediciones de 750 luxes, de acuerdo con la norma NOM-025-STPS-2008. |
| Ruido | Con los lineamientos de la norma NOM-011-STPS-2001 y NOM-081-ECOL-1994, el nivel de ruido es de 68-90 dB. |
Fuente: Elaboración propia, 2023.
De la tabla se observa la similitud y condiciones a las cuales se deben utilizar los calibradores para realizar las mediciones correspondientes en cada uno de los especímenes obtenidos por manufactura aditiva, impresión 3D, en los tres equipos de impresión y por los operadores que realizaran las actividades relacionadas con la fabricación del espécimen y la medición.
Para los operadores se tienen los siguientes parámetros, que los ubican como las personas idóneas para realizar las actividades mencionadas, dichos parámetros se muestran en la Tabla 6.
Es importante resaltar que los operadores deben contar con un perfil determinado para realizar la labor y tareas adecuadas a la medición de los especímenes para el caso de estudio en esta investigación, que permite estandarizar el proceso de la medición y lograr que los resultados sean satisfactorios y estén dentro de los rangos permitidos en dicha evaluación que se valida con los resultados en ANOVA.
A continuación, se tiene las medidas obtenidas por parte de cada uno de los operadores con los instrumentos de medición y los especímenes descritos anteriormente.
2.3 Datos obtenidos en las medidas de los especímenes
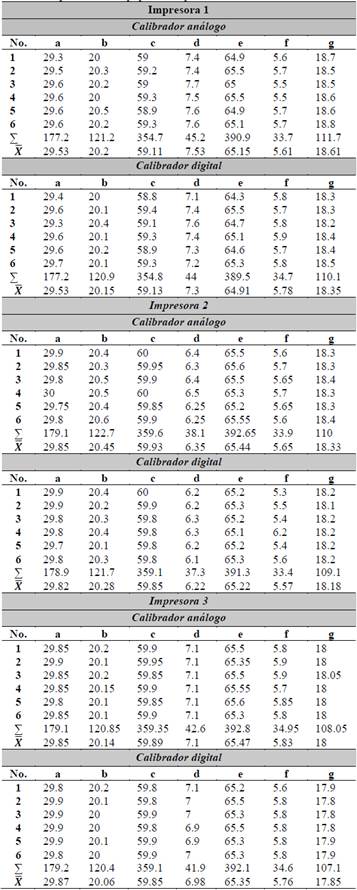
Los datos se muestran en la Tabla 7, para el caso de las tres impresoras, siete medidas del espécimen y la repetibilidad de la medición en 6 eventos, que corresponden a los operadores que realizaron las mediciones correspondientes, de acuerdo con las características establecidas en la Tabla 6.
Como punto de partida para el análisis ANOVA [14] se evalúan dos factores de manera simultánea. En este caso particular se desea evaluar el efecto que las impresoras 3D y el calibrador Pie de Rey sobre las medidas del espécimen. Las siguientes definiciones son necesarias para conducir este análisis:
r= número de niveles del factor impresoras
c= número de niveles del factor calibrador Pie de Rey
n´= número de réplicas para cada combinación entre los niveles de ambos factores
n = número total de medidas en el experimento, donde n=rcn´
xijk= valor de la k-ésima medición para el nivel i del factor impresoras 3D y el nivel j-ésimo del factor calibrador Pie de Rey.
La gran media X ̿, la media del i-ésimo nivel del factor Impresoras 3D X ̅_(i..), la media del j-ésimo nivel del factor Pie de Rey X ̅_(.j.), media dela ij-ésima combinación del i-ésimo nivel del factor Impresoras 3D y el j-ésimo factor Pie de Rey X ̅_(ij.) se calculan con las siguientes fórmulas:




Es importante señalar que este análisis considera que el tamaño de las muestras es el mismo para cada ij-ésimo nivel.
La variación considera diferentes fuentes: la variación debida al factor Impresoras 3D, la variación debida al factor Pie de Rey, la variación asociada al error aleatorio y la variación debida a la interacción entre ambos factores. Existe interacción entre los factores si el factor Impresoras 3D es dependiente del nivel del factor Pie de Rey. Así, la variación total (SST) se calcula como la suma de las sumas de cuadrados de las diferentes fuentes de variación mencionadas:

En donde:
SST=Total suma de cuadrados
SSI3D= Suma de cuadrados del factor Impresoras 3D
SSPdeR= Suma de cuadrados del factor Pie de Rey
SSI3D * PdeR=Suma de cuadrados de la interacción entre ambos factores
SSE= Suma de cuadrados de los errores
Las fórmulas utilizadas para su cálculo son las siguientes:





Se tienen r-1 grados de libertad para el factor Impresoras 3D, dado que hay r Impresoras 3D, del mismo modo, se tienen c-1 grados de libertad para el factor Pie de Rey. Existen rc(n’-1) grados de libertad para el error, dado que hay n’ réplicas en cada una de las rc combinaciones de ambos factores; se tienen n-1 grados de libertad para la suma total de cuadrados, dado que cada valor Xijk se compara con la gran media y se tienen n medidas; y se tienen (r-1)(c-1) grados de libertad para la interacción.
Las varianzas o medias de los cuadrados se obtienen al dividir cada suma de cuadrados por los grados de libertad correspondientes:




Para determinar si existe variación en las medidas debido a alguno de los factores o a su interacción se calcula el estadístico de prueba F y se compara con la cola superior de la distribución de Fisher con un nivel de confianza α. En el caso del factor Impresoras 3D se tienen r-1 y rc(n’-1) grados de libertad. Se rechaza la hipótesis nula, aquella que establece que no existe evidencia de variación en las medidas debido a los diferentes niveles del factor en cuestión.

Siguiendo un procedimiento análogo se tiene:


Se debe notar que los grados de libertad para el factor Pie de Rey son (c-1) y rc(n’-1). Y que los grados de libertad para la interacción son (r-1)(c-1) y rc(n’-1).
Para determinar qué par de muestras presentan una diferencia estadísticamente significativa se utiliza el procedimiento de comparaciones múltiples de Tukey. Los rangos críticos para las Impresoras 3D y el Pie de Rey son, respectivamente:


Qα es el valor crítico de la cola superior de una distribución de rango studentizada con un nivel de confianza, α y r y rc(n’-1) grados de libertad para las Impresoras 3D; y c y rc(n’-1) grados de libertad para el Pie de Rey.
La diferencia entre un par de medias es estadísticamente significativa cuando la diferencia absoluta entre ellas es mayor que el rango crítico.
Tratándose en este caso de ANOVA de dos factores con los equipos y el calibrador Pie de Rey, tomando en cuenta n mediciones, las cuales se esperan mantengan una repetibilidad. Por otro lado, para el desarrollo se requiere de hipótesis nula, la cual se indica en la ecuación 2, en donde E son los equipos utilizados en la evaluación de los especímenes de prueba, logrando identificar que las mediciones en los productos son idénticas independientemente de la impresora utilizada.


3. Resultados
Aplicando la herramienta de ANOVA, se han identificado casos específicos de mejora para los procesos de impresión 3D y en lo posible el uso adecuado del calibrador Pie de Rey, con los que se realizaron las mediciones. En la Tabla 8 se muestran los datos obtenidos en el análisis correspondiente.
De la Tabla 8 se observan los diferentes aspectos que considera el análisis de ANOVA, para este caso de estudio centrándose en los dos factores, impresoras e instrumento de medición para siete mediciones en el espécimen del caso de estudio; con la información obtenida se ha detectado el rechazo de la hipótesis nula, cuando Probabilidad<α(0.05), para las impresoras 3D debido a que existe evidencia de diferencia entre impresoras en el caso específico de las mediciones a y c, el rechazo para el conjunto de impresoras y calibrador Pie de Rey, igualmente se presenta evidencia de diferencia en ambos factores en las medidas d, e y g, en el caso de impresoras-calibrador-interacción se rechaza la hipótesis en la medida b, este resultado se basa en el nivel de confianza considerado para el estudio que es del 95%.
En este sentido, es importante la identificación de impresoras que no ofrecen el producto con las especificaciones requeridas para retroalimentar y generar un nuevo análisis ANOVA con más especímenes de prueba y la operabilidad de los instrumentos de medición, por otro lado, las mediciones realizadas al producto son fundamentales para identificar las posibles tendencias referidas al estudio de la metrología con diferentes instrumentos de medición, comparando nuevamente las muestras de especímenes en la experimentación.
Tabla 8 Datos obtenidos al aplicar ANOVA para dos factores.
| Medida | Origen de las variaciones | Suma de los cuadrados | Grados de libertad | Promedio de los cuadrados | F | Probabilidad | Valor crítico para F |
|---|---|---|---|---|---|---|---|
| a | Impresora Pie de Rey Interacción Dentro del grupo Total | 0.7643 0.0006 0.0037 0.2821 1.0508 | 2 1 2 30 35 | 0.3822 0.0006 0.0019 0.0094 | 40.6425 0.0665 0.1994 | 2.8858E-09 0.7983 0.8203 | 3.3158 4.1709 3.3158 |
| b | Impresora Pie de Rey Interacción Dentro del grupo Total | 0.4468 0.2934 0.0768 0.3188 1.1358 | 2 1 2 30 35 | 0.2234 0.2934 0.0384 0.0106 | 21.0261 27.6144 3.6144 | 1.9593E-06 1.1339E-05 0.0392 | 3.3158 4.1709 3.3158 |
| c | Impresora Pie de Rey Interacción Dentro del grupo Total | 4.5276 0.0136 0.0126 0.4975 5.0514 | 2 1 2 30 35 | 2.2638 0.0136 0.0063 0.0166 | 136.5117 0.8208 0.3811 | 8.6035E-16 0.3722 0.6864 | 3.3158 4.1709 3.3158 |
| d | Impresora Pie de Rey Interacción Dentro del grupo Total | 8.2554 0.2101 0.0143 0.3321 8.8119 | 2 1 2 30 35 | 4.1277 0.2101 0.0072 0.0111 | 372.8921 18.9774 0.6462 | 6.4670E-22 0.0001 0.5312 | 3.3158 4.1709 3.3158 |
| e | Impresora Pie de Rey Interacción Dentro del grupo Total | 0.9376 0.3306 0.0254 1.7371 3.0308 | 2 1 2 30 35 | 0.4688 0.3306 0.0127 0.0579 | 8.0967 5.7100 0.2195 | 0.0015 0.0234 0.8043 | 3.3158 4.1709 3.3158 |
| f | Impresora Pie de Rey Interacción Dentro del grupo Total | 0.2109 0.0003 0.1059 0.6925 1.0097 | 2 1 2 30 35 | 0.1055 0.0003 0.0530 0.0231 | 4.5698 0.0120 2.2954 | 0.0185 0.9134 0.1181 | 3.3158 4.1709 3.3158 |
| g | Impresora Pie de Rey Interacción Dentro del grupo Total | 1.8939 0.3501 0.0272 0.1713 2.4424 | 2 1 2 30 35 | 0.9469 0.3501 0.0136 0.0057 | 165.8881 61.3260 2.3844 | 6.0286E-17 9.7212E-09 0.1094 | 3.3158 4.1709 3.3158 |
Fuente: Elaboración propia, 2023.
Aunado a esto se realiza la prueba de Tukey para visualizar la comparativa entre los equipos en función de las medidas obtenidas con los calibradores, tanto análogo como digital. En la Fig. 7 se observan las gráficas correspondientes a la prueba mencionada.
La prueba mencionada ofrecerá la información al relacionar las tres impresoras con las medidas obtenidas en la medición de las piezas de estudio, comparando las medias de las muestras definidas en este trabajo.
En este conjunto de gráficas se identifican las interacciones en los equipos de impresoras que pueden ser significativas estadísticamente, en la Tabla 9 se tiene el resumen de las gráficas mencionadas.
Con la información de la Tabla 9 se observa, de forma general, la tendencia para desarrollos a futuro en función de un nuevo análisis para el proceso de impresión 3D con equipos de impresión 3D, en donde se ha encontrado que las mediciones con el calibrador analógico tienen una menor cantidad de interacciones con los equipos de impresión, por lo que es recomendable analizar los puntos críticos del procesamiento al momento de elaborar los especímenes, por otro lado, con respecto al calibrador digital, los resultados interpretados en la tabla anterior muestran una mayor relación de las medidas con respecto a las impresoras. Para ambos casos, con los dos calibradores, la correlación de interés la ofrecen los equipos 3-2, por lo que muestra una tendencia de mejora para equilibrar el sistema y mejorar las condiciones de interacción.
En la Tabla 10 se expresan las diferencias de las medias entre los equipos para cada una de las mediciones correspondientes.
En particular, con los datos obtenidos en la Tabla 10, se logra identificar las interacciones en donde se deberá trabajar a futuro en otra investigación para obtener datos semejantes y mejorar las condiciones de procesamiento en las impresoras.
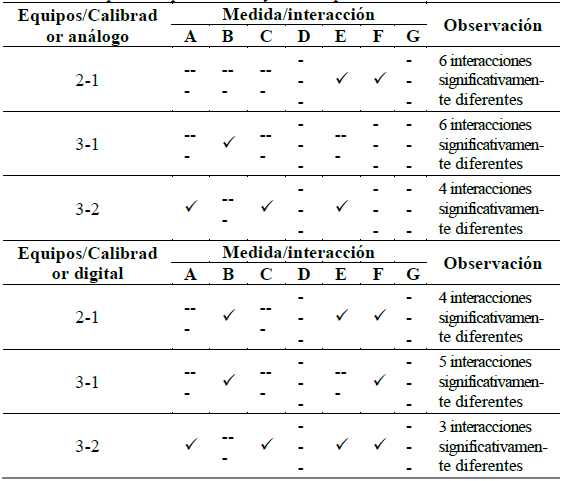

Tabla 10 Diferencias de las medias en las impresoras con las mediciones.
| Equipos/ Calibrador análogo | Diferencias de las medias | ||||||
|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | |
| 2-1 | 0.29 | 0.25 | 0.80 | 1.19 | ( | ( | -0.28 |
| 3-1 | 0.32 | ( | 0.77 | 0.44 | 0.32 | 0.2 | -0.62 |
| 3-2 | ( | -0.31 | ( | 0.75 | ( | 0.17 | -0.33 |
| Equipos/ Calibrador análogo | Diferencia/interacción | ||||||
| A | B | C | D | E | F | G | |
| 2-1 | 0.28 | ( | 0.72 | -1.12 | ( | ( | -0.17 |
| 3-1 | 0.33 | ( | 0.72 | -0.35 | 0.43 | ( | -0.5 |
| 3-2 | ( | -0.22 | ( | 0.77 | ( | ( | -0.33 |
Fuente: Elaboración propia, 2023.
En este trabajo, realizar la prueba de Tukey permite determinar las condiciones de procesamiento para cada una de las impresoras con las que se fabricaron los especímenes y valorar en que momento se puede utilizar uno u otro equipo para determinadas piezas dentro de una producción en masa y los procesos en el control de calidad satisfagan los requerimientos mínimos en el análisis metrológico de los especímenes en cada caso de estudio.
4. Conclusiones
En aspectos generales, las ventajas de realizar un análisis de varianza a casos de estudio para la manufactura aditiva radican en establecer las condiciones adecuadas al momento de seleccionar las variables y parámetros específicos que ofrecen las tendencias de mejora para futuras aplicaciones e investigaciones de este ámbito.
Después de realizar la experimentación y análisis se observa que los factores analizados son de gran importancia en la impresión 3D, permitiendo conocer nuevas alternativas de evaluación y mejorar los procesos de fabricación para piezas o especímenes de prueba. En ese sentido, el seleccionar diferentes tipos de impresoras para determinar si existe una relación puntual en la elaboración de especímenes, bajo las diferentes características de ellas, se logra validar la importancia de utilizar una impresora en específico para que los productos satisfagan las especificaciones dimensionales y con ello lograr procesos de impresión estandarizados.
Por otro lado, considerar dos tipos de calibradores para realizar las mediciones es fundamental en el análisis de ANOVA, determinando que instrumento tiene las mejoras características y funcionalidad en la aplicación de la metrología, observando que ambos calibradores cumplen con la función asignada y se debe centrar un análisis en los operadores para que realicen las mediciones de manera correcta.
De los resultados obtenidos se da una variabilidad en el análisis de ANOVA debido a las condiciones de procesamiento como lo es el material, el relleno, arreglo de impresión y espesor de capa; con respecto a los calibradores, la resolución y la repetibilidad.
Por último, es importante resaltar que el factor que tiene un mayor índice de afectación en el análisis de varianza son las impresoras, las cuales tienen la influencia para controlar los parámetros de fabricación, por otro lado, favorecen a las investigaciones de este tipo al aumentar los datos obtenidos, ofreciéndose para futuras investigaciones relacionadas con la impresión 3D para la manufactura aditiva en sinergia con estudios estadísticos que involucran ANOVA.

