











 Portuguese (pdf)
Portuguese (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkIntrodução
Novos desafios passaram a ser objeto de discussões gerenciais, entre os quais se destacam (Kilgore, Orlov & Child, 2002; Voltolini, 2010): i) a proliferação de SKU’s (Stock Keeping Units - unidades de manutenção de estoque); ii) aumento da dependência de fornecedores terceirizados; iii) redução do ciclo de vida dos produtos; iv) horizontalização das estruturas organizacionais; v) crescente necessidade da redução dos tempos de resposta ao cliente como um fator competitivo.
O tempo torna-se um recurso competitivo estratégico no momento em que cada vez mais os consumidores estão sensíveis a ele e tendem a trocar o fornecedor pelo trade-off lead time/preço nas operações na cadeia de suprimentos (Lei, Rong-Qiu & Li, 2007; Shen & Zhang, 2009). Charney (1991) e Liulci, Luohua e Tang Xiao-Wo (2006) afirmam que as necessidades e enfoques relacionados ao tempo serão o foco estratégico atual ou no mínimo da próxima década, visto que há uma proliferação do mercado e dos serviços enfocando a rapidez e agilidade. Fry, Karwan e Steele (1991); Bartezzaghi, Spina e Verganti (1994); Ballard, Harper e Zabelle (2003) e Nishida (2006) salientam que o lead time, tempo desde a concepção do produto até a sua entrega, consiste em um dos fatores mais importantes para garantir a competitividade de uma empresa, aumentar sua produtividade e ampliar seu espaço no mercado.
O lead time é capaz de determinar a capacidade de a empresa explorar a demanda durante o ciclo de vida dos seus produtos. O lead time possui, ainda, influência significativa na gestão da cadeia de suprimentos, visto que quanto menor o lead time, menor é o nível de inventário e a probabilidade de rupturas no estoque, acarretando uma redução nos custos (Wang, Liu, Zheng e Quan, 2008; Wang, Wang e Zhongbin, 2009).
Chhajed e Kim (1995) procuram identificar os benefícios advindos da redução do lead time e dos tempos de ciclo. Os autores expõem que é possível reduzir o nível de estoques em processo, o custo da mão-de-obra e melhorar consideravelmente a qualidade dos produtos e serviços. Essa perspectiva é reforçada pelos resultados provenientes de uma pesquisa desenvolvida pela Universidade de Illinois, a qual levantou dados que comprovam a importância do lead time como fator de diferenciação competitiva nas empresas contemporâneas (Chhajed e Kim, 1995), sendo que essa importância se reflete em muitas das decisões tomadas pelos executivos responsáveis pelas compras. Através dessa pesquisa foi possível constatar, entre os entrevistados, que cerca de 77% (setenta e sete por cento) trocou de fornecedor nos últimos doze meses devido à insatisfação com os lead times das entregas e que quase 91% (noventa e um por cento) desenvolveu novos fornecedores em busca de um melhor desempenho na mesma.
As empresas são mais sensíveis a grandes reduções ou aumentos no lead time, enquanto os benefícios advindos de pequenas melhoras no lead time não são tão significativos. Grandes lead times, além de elevar os custos das empresas, podem tirá-las do mercado, sendo que, conforme Chhajed e Kim (1995), lead time e preço estão igualados em nível de importância nos critérios que afetam o desempenho das empresas, estando atrás do quesito qualidade. Para Shen e Zhang (2009), a coordenação na cadeia de abastecimento não só pode reduzir o lead time como também aumentar o lucro da cadeia e a competitividade do mercado.
Harrison e Hoek (2003) afirmam que, com a identificação dos fatores que afetam o lead time, é possível reduzir as lacunas no tempo de investida. Dessa forma, busca-se uma sincronia entre o  (tempo de produção) e o
(tempo de produção) e o  (tempo de demanda), sendo que quando
(tempo de demanda), sendo que quando  , resulta em uma lacuna no tempo de investida. A redução das lacunas no tempo de investida possibilita a redução do lead time e o melhor e mais ágil atendimento ao cliente.
, resulta em uma lacuna no tempo de investida. A redução das lacunas no tempo de investida possibilita a redução do lead time e o melhor e mais ágil atendimento ao cliente.
Para medir, controlar e reduzir o lead time as empresas precisam identificar quais os fatores interferem no aumento do mesmo, bem como a importância de cada fator no desenvolvimento de suas atividades. Apesar da existência de trabalhos enfocando o lead time, bem como métodos de medição e redução do mesmo, não existe na literatura um estudo que identifique e quantifique os fatores mais significativos no lead time. Este trabalho se encaixa neste contexto, visto que objetiva identificar e quantificar os fatores que na prática são determinantes e influenciam de modo significativo o lead time logístico.
Esta análise é feita para sistemas de produção do setor metal-mecânico localizados na região sul do Brasil. Este estudo partiu da identificação e descrição dos fatores que influenciam o lead time e que serão investigados na forma de uma estrutura hierárquica. Com base nesses fatores foi proposto um questionário, o qual foi aplicado às indústrias do segmento em questão, cujas respostas foram tabuladas e submetidas à análise estatística de correlação e regressão, com o objetivo de determinar quais são significativas na determinação do lead time das indústrias pesquisadas.
O foco da pesquisa limita-se à identificação dos aspectos logísticos envolvidos, não se preocupando em considerar fatores relacionados com a engenharia do produto, nem com as dificuldades nos processos de produção inerentes a cada empresa em particular. Este artigo está dividido como segue: i) na seção 1 é efetuada a apresentação e introdução do tema; ii) na seção 2 é apresentada a revisão de literatura sobre o lead time, conceitos, componentes e formas de mensuração; iii) na seção 3 são apresentados os parâmetros do modelo desenvolvido, bem como as inferências estatísticas; iv) a seção 4 apresenta os resultados obtidos no modelo propriamente dito; v) e na seção 5 são tecidas as considerações finais acerca deste estudo.
Revisão de literatura
Lead Time
O lead time pode ser literalmente traduzido como tempo de aprovisionamento, de atravessamento ou de fluxo, uma vez que compreende o período entre o início de uma atividade, produtiva ou não, e o seu término. Esse tempo é utilizado para direcionar duas grandezas correlatas: i) em suprimentos, tempos relacionados a reposições de materiais; e ii) em produção, tempos relacionados ao atendimento de demandas de clientes (Sellitto e Walter, 2008).
O conceito de lead-time tem sido reconhecido como fundamental por duas razões: i) age como trade-off importante; ii) mede qualquer perda de oportunidade quanto à evolução dos mercados (Bartezzaghi, Spina e Verganti, 1994). As empresas demandam um tempo para atender às solicitações dos clientes desde a colocação do pedido até a entrega. Esse tempo é denominado de lead time logístico, o qual consiste no tempo de processamento de um pedido, desde o momento em que o mesmo é colocado junto ao fornecedor até o momento em que o produto é entregue ao cliente.
O lead time pode estar relacionado ao processo produtivo, para Lambert, Stock e Ellram (1998) e Tubino (1999, p. 111), lead time consiste em uma “medida do tempo gasto pelo sistema produtivo para transformar matérias-primas em produtos acabados”. Conforme o mesmo autor, pode-se considerar esse tempo de forma ampla, denominando-o de lead time do cliente, quando se pretende medir o tempo desde a solicitação do produto pelo cliente até sua efetiva entrega ao mesmo, assim como se pode considerar esse tempo de forma restrita, denominando-o de lead time de produção, o qual leva em consideração apenas as atividades internas ao sistema de manufatura.
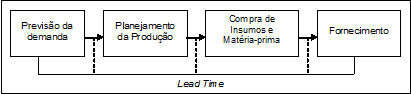
Entretanto, a definição mais convencional para lead time, no escopo de SCM (Supply Chain Management - Gestão da Cadeia de Suprimentos), é relativa ao tempo entre o momento de entrada do material até a saída do produto acabado do inventário (Lambert et al., 1998). Na perspectiva de Fry (1990), Chopra e Meindl (2003), Moura (2004), Leenders et al. (2006) o lead time compreende as atividades desde o início do processo, com o input fornecido pela previsão da demanda, até o momento do fornecimento do produto ao cliente, conforme ilustra a figura 1. Esse lead time deve ser respeitado a fim de não haver rupturas nos estoques, isto é, falta de matéria-prima ou produto acabado.
Para Stevenson (2001) o lead time é tido como o tempo de ressuprimento, sendo o tempo decorrido entre a emissão do pedido e o recebimendo da mercadoria. Já na visão de MacCarthy e Fernandes (2000), o lead time é considerado a soma dos tempos de suprimento e produção, que foi chamado de lead time de ordens de fabricação. Assim, pode-se dizer que o lead time está intimamente relacionado ao contexto de produção. Tendo em vista que este consiste em uma medida de tempo, ele está relacionado à flexibilidade do sistema produtivo em atender a uma solicitação do cliente. Quanto menor o tempo de processamento e transformação de matérias-primas em produtos acabados, menor será o custo do sistema produtivo no atendimento às necessidades e desejos dos clientes (Tubino, 1999). Prazos de execução curtos e confiáveis significam maior habilidade de resposta às exigências dos clientes (Fry, Karwan e Steele, 1991).
O lead time ao longo da cadeia de suprimentos, conforme Leenders et al. (2006), pode ser considerado como o tempo desde a colocação do pedido pelo cliente junto à empresa até a entrega do mesmo, podendo, ainda, abranger o serviço ao cliente, ou seja, o tempo demandado pelo pós-venda e pelas atividades inerentes à logística reversa (retorno do produto ou serviço à empresa). Visão que difere de Christopher (2008) ao afirmar que
desde o momento em que se tomam decisões sobre obtenção e compra de matéria-prima e componentes, passando pelo processo de manufatura e montagem até chegar à distribuição final, consome-se tempo. Esse tempo é representado pelo número de dias em estoque, seja da matéria-prima, do trabalho em andamento, do produto em trânsito ou, ainda, o tempo para processar pedidos, o tempo gasto com pedidos de reabastecimento, bem como o tempo gasto na manufatura, o tempo em filas ou gargalos e assim sucessivamente. (p. 155)
Bowersox, Closs e Cooper (2006b, p. 136) afirmam, ainda, que “qualquer processo de produção consome tempo operacional e interoperacional”. Logo, o tempo operacional é tido como a combinação de tempos de setup ou mudança e o tempo real consumido na produção dos bens, enquanto o tempo interoperacional consiste nos tempos compreendidos entre um processo e outro.
O lead time é, muitas vezes, confundido ou possui o mesmo significado que ciclo, tack time e deadline, dwell time, entre outros (Lambert et al., 1998). Entretanto, de acordo com Tubino (1999) e Christopher (2008), não se deve confundir lead time com tempo de ciclo, visto que lead time é o tempo necessário para transformar as matérias-primas em produtos acabados, enquanto tempo de ciclo é o intervalo de tempo entre a saída de produtos acabados.
Já o tack time, palavra alemã que significa metrônomo (Gaither e Frazier, 2002; Chase, Jacobs e Aquilano, 2006), pode ser considerado o tempo de ciclo, uma vez que consiste no tempo de avanço da matéria-prima pelo sistema produtivo, considerando uma saída e outra. Por fim, cabe ressaltar a diferença do deadline, o qual consiste no prazo limite estabelecido para a conclusão de uma atividade e, o dwell time que, para Bowersox, Closs e Cooper (2006b, p. 36), é “a razão de tempo em que um ativo fica ocioso, em relação ao tempo exigido para satisfazer sua missão designada na cadeia de suprimentos”. Dessa forma, pode-se ter tempos de ciclo curtos com lead times longos, desde que se produza com base em estoques, sendo que as diferenças conceituais podem ser simplificadas no quadro 1.
Quadro 1 Diferenças conceituais
| Termo | Conceituação |
| Lead time | Tempo que uma empresa leva para concluir o produto e entregá-lo ao cliente final, considerando todas as etapas do processo desde a colocação do pedido. |
| Takt time/ Tempo de ciclo | Tempo de produção a partir da demanda de mercado do item, visto que esse objetiva alinhar a produção à demanda. |
| Deadline | Prazo final para entrega do produto ou serviço. |
| Dwell time (tempo de permanência) | Tempo em que um ativo fica ocioso em relação ao tempo necessário para satisfazer os objetivos da cadeia de suprimentos. |
Fonte: Autores.
Por fim, é possível sintetizar as diferentes conceituações do lead time, bem como seus escopos e os tempos envolvidos, conforme exposto no quadro 2.
Quadro 2 Síntese da conceituação de lead time.
| Autor | Conceitos de lead time |
|---|---|
| Fry, Karwan e Steele (1991) | tempo total despendido para entregar os produtos e serviços ao mercado de forma competitiva. |
| Bartezzaghi, Spina e Verganti (1994) | tempos de execução dos processos, de setup, tempo de fila, tempo de espera para movimentação, tempo de sincronização entre as fases do processo e o tempo para solução de eventuais problemas. |
| Wiendahl (1995) | tempo que uma peça ou atividade leva para atravessar um centro de trabalho. |
| Locke (1996) | tempo inerente ao fluxo de informações e materiais, processamento e entrega do produto ao cliente. |
| Lambert et al. (1998) | tempo compreendido entre a entrada do material e a sua saída do inventário. |
| Tubino (1999) | tempo gasto pelo sistema produtivo na transformação da matéria-prima em produto acabado. |
| MacCarthy e Fernandes (2000) | somatório dos tempos de suprimento e produção. |
| Leenders et al. (2006) | tempos desde a colocação do pedido pelo cliente até a entrega do mesmo, podendo abranger, inclusive, o serviço ao cliente e a logística reversa. |
| Bowersox, Closs e Cooper (2006a) | tempo consumido efetivamente nos processos de produção, aliado ao tempo entre uma operação e outra. |
| Moura (2004) e Christopher (2008) | tempos inerentes às atividades, desde a previsão da demanda até o fornecimento do produto ao cliente. |
| Sellitto e Walter (2008) | tempos relacionados à reposição dos materiais, fabricação e atendimento a demanda dos clientes. |
| Li (2009) | período fixo de tempo no qual uma ordem de produção é concluída. |
Fonte: Autores.
Apesar das diferentes conceituações, é possível afirmar que o lead time envolve todos os tempos inerentes aos processos desde a solicitação do cliente até entrega do produto ou serviço. Para atender aos objetivos deste estudo toma-se por base o lead time logístico, o qual abrange o tempo relativo aos processos desde a colocação de um pedido até a entrega do mesmo ao cliente.
Componentes do lead time
MacCarthy e Fernandes (2000) associam o lead time ao tempo de resposta, composto por  (tempo de suprimento),
(tempo de suprimento),  (de produção) e
(de produção) e  (de distribuição). Já Moura (2004) afirma que o lead time pode ser decomposto em lead time de requisição (data de colocação do pedido menos a data de abertura da requisição); lead time do fornecedor (data do recebimento do pedido menos a data da colocação do pedido) e lead time de análise (data da liberação do pedido menos a data de recebimento do pedido).
(de distribuição). Já Moura (2004) afirma que o lead time pode ser decomposto em lead time de requisição (data de colocação do pedido menos a data de abertura da requisição); lead time do fornecedor (data do recebimento do pedido menos a data da colocação do pedido) e lead time de análise (data da liberação do pedido menos a data de recebimento do pedido).
Para MacCarthy e Fernandes (2000), no lead time estão presentes os seguintes componentes: i) emissão da ordem, compra e coleta de materiais e chegada ao chão de fábrica; ii) transporte até a primeira atividade; iii) espera em fila e até atingir o tamanho do lote; iv) processamento (setup e operações); v) inspeção e eventual retrabalho; vi) transporte até a próxima atividade; vii) recorrência até a última atividade.
A esses tempos, Wacker (1996) acrescenta tempos de interrupção por falta de materiais e manutenção de emergência. Fry (1990) expõe que o lead time compreende os tempos de processamento das ordens, o tempo de movimentação e tempos de espera. Bartezzaghi, Spina e Verganti (1994) apresentam um modelo de lead time para os processos de negócios, o qual inclui os seis componentes que seguem:
run time ou tempo de execução (
 ) - consiste no tempo em que o objeto está sendo processado, sendo que esse depende da capacidade produtiva, dos recursos empregados e da especialização da atividade, concentrando-se na eficiência dos recursos;
) - consiste no tempo em que o objeto está sendo processado, sendo que esse depende da capacidade produtiva, dos recursos empregados e da especialização da atividade, concentrando-se na eficiência dos recursos;setup time ou tempo de instalação (
 ) - está relacionado às atividades na linha de produção, as quais não podem ser antecipadas uma vez que ocorrem simultaneamente à execução, ou seja, são atividades desenvolvidas durante o processamento dos recursos;
) - está relacionado às atividades na linha de produção, as quais não podem ser antecipadas uma vez que ocorrem simultaneamente à execução, ou seja, são atividades desenvolvidas durante o processamento dos recursos;queue time ou tempo de fila (
 ) - consiste no tempo em que um componente ou produto espera para completar o processo;
) - consiste no tempo em que um componente ou produto espera para completar o processo;wait-to-move time ou tempo de espera para movimentação (
 ) - estabelece o momento das esperas de um objeto para a transferência à etapa seguinte de processamento, ou seja, refere-se ao tempo decorrido antes de mover-se para a atividade seguinte;
) - estabelece o momento das esperas de um objeto para a transferência à etapa seguinte de processamento, ou seja, refere-se ao tempo decorrido antes de mover-se para a atividade seguinte;synchro time ou tempo de sincronização (
 ) - está relacionado às esperas para a sincronização entre fases paralelas do processo, dependendo de três fatores: (a) esperas para entradas externas, (b) esperas para o início da programação e (c) esperas para o controle e revisão nas combinações. O tempo de sincronização é particularmente relevante quando o processo é complexo e possui muitas fases paralelas;
) - está relacionado às esperas para a sincronização entre fases paralelas do processo, dependendo de três fatores: (a) esperas para entradas externas, (b) esperas para o início da programação e (c) esperas para o controle e revisão nas combinações. O tempo de sincronização é particularmente relevante quando o processo é complexo e possui muitas fases paralelas;problem-solving time ou tempo para solução de problemas (
 ) - consiste nas esperas para decisões não rotineiras, que quando repetitivas podem facilmente ser computadas como componentes do tempo de execução.
) - consiste nas esperas para decisões não rotineiras, que quando repetitivas podem facilmente ser computadas como componentes do tempo de execução.
Quanto menor o lead time contabilizado na produção efetiva dos bens, mais eficiente será o processo de conversão da matéria-prima em produto acabado (Bowersox, Closs e Cooper, 2006a). Dessa forma, Christopher (2008) faz uma classificação diferenciada dos componentes do lead time existentes nas empresas. O autor classifica os lead times em cinco categorias as quais são subdivididas de acordo com os processos e suas variabilidades, sendo essas expostas e explicadas a seguir e que servirão de base para a elaboração do modelo ao qual este trabalho se propõe.
Lead times comercial e de planejamento - consistem nas etapas iniciais do processo, abrangendo o lead time para o recebimento do pedido, o lead time para o processamento e o lead time para o planejamento;
Lead times dos materiais - abrange a etapa posterior à colocação do pedido por parte do cliente, contemplando o lead time para o planejamento e a aquisição da matéria-prima, o lead time do fornecedor, o lead time para o transporte, o lead time para o recebimento e inspeção e a liberação da montagem e separação do pedido;
Lead times para a montagem - consiste na etapa intermediária ao processo, uma vez que a empresa já possui o pedido e a matéria-prima para fabricação do mesmo. Essa etapa é composta pelo tempo de espera, pelo tempo de processamento e pelo tempo de transporte até a etapa seguinte do processo;
Lead times para a distribuição - consiste na liberação do pedido por parte da empresa, compreendendo apenas o tempo de preparo da remessa, no que diz respeito à documentação e embalagem do pedido a ser enviado ao cliente;
Lead times para a instalação - é a etapa final do pedido, sendo constituído pelo tempo de transporte até o cliente final.
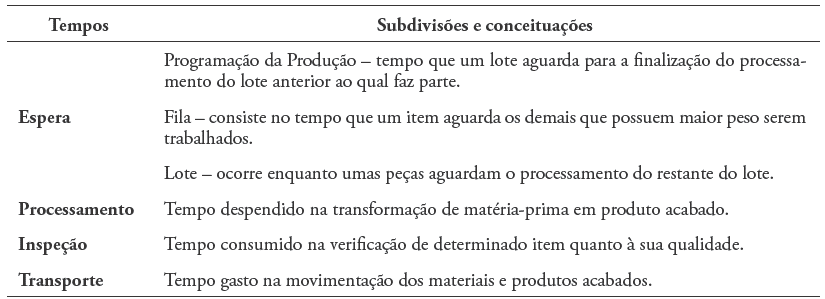
Para Christopher (2008, p. 157), o tempo a ser reduzido nos processos é o tempo que não agrega valor, uma vez que “o tempo que não agrega valor é tempo gasto em uma atividade cuja eliminação não levaria a nenhuma redução de benefícios para o cliente”. Visão essa que vai ao encontro do exposto por Tubino (1999), o qual afirma que ao se acompanhar o fluxo produtivo de um item pode-se identificar quatro grupos diferentes de tempos que compõem o lead time, conforme exposto no quadro 3.
Em certas situações, os processos de fabricação sofrem atrasos inesperados ou tempos de inatividade. Durante os períodos em que um processo, linha de produção ou máquina estão parados, devido a atrasos ou falhas logísticas, a eficiência da produção sofre um impacto negativo. Face ao exposto, pode-se dizer, ainda, que muitos dos tempos que compõem o lead time estão relacionados com as perdas no processo produtivo. Segundo Shingo (1996), o Sistema Toyota de Produção identifica sete tipos de perdas:
perda por superprodução - consiste em fazer mais produtos do que o necessário ou fazer o produto antes que ele seja necessário;
perdas de espera - significa, em geral, a espera dos trabalhadores para iniciar a produção ou uma etapa do processo produtivo;
perdas no transporte - a utilização de transporte desnecessário não agrega valor, independente da distância a ser percorrida, mas eleva os custos da empresa;
perdas no processamento - consiste nas atividades de processamento que são desnecessárias para que o produto ou serviço adquira suas características básicas de qualidade;
perdas em estoque - refere-se à existência de estoques demasiados e desnecessários, tanto de matérias-primas, como de itens em processo e produtos acabados;
desperdício no movimento - consiste nos movimentos desnecessários realizados pelos colaboradores;
desperdício na elaboração de produtos defeituosos - diz respeito às perdas decorrentes da fabricação de produtos defeituosos, tanto de peças, subcomponentes quanto produtos acabados que não atendem às especificações de qualidade requerida.
Estas perdas estão relacionadas diretamente à estrutura de produção e fazem com que o lead time seja diretamente proporcional ao volume de perdas, ou seja, quanto maiores são as perdas, maior será o lead time. A otimização dos tempos incorridos nos processos faz com que a empresa se torne mais flexível e competitiva no mercado, corroborando os objetivos primordiais da logística acerca da entrega do produto certo, na hora certa, nas condições e prazos acordados entre fornecedor e cliente, e com a qualidade desejada pelo mesmo.
Caracterização do Sistema Produtivo Metal-mecânico
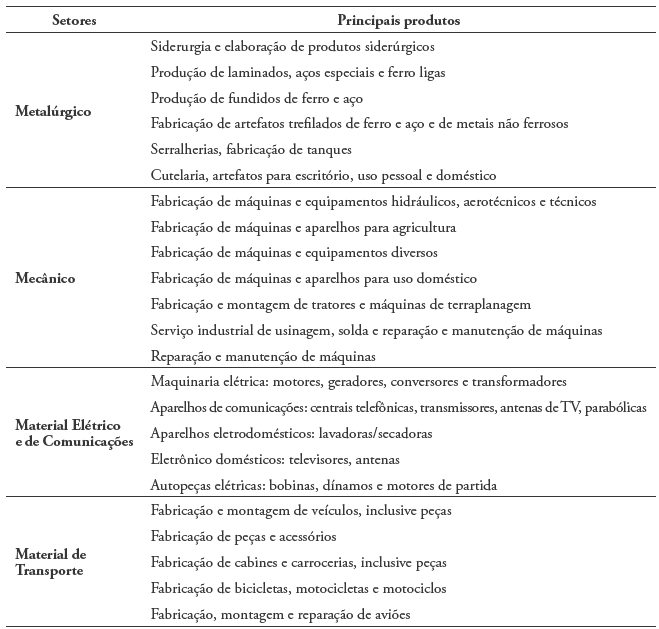
O sistema produtivo metal-mecânico engloba uma heterogeneidade de empresas e atividades, compreendendo a organização econômica e produtiva de diversas áreas. Existem várias classificações acerca da composição do sistema produtivo metal-mecânico brasileiro. O IBGE (Instituto Brasileiro de Geografia e Estatística) analisa esse segmento por categorias de uso dos bens produzidos, agrupando as empresas nos seguintes subsetores: i) indústria metalúrgica; ii) indústria mecânica; e iii) indústria de material elétrico e de comunicação. A FIESC (Federação das Indústrias de Santa Catarina) acrescenta mais uma categoria à classificação do IBGE, denominada de indústria de material de transporte, sendo que cada um desses itens subdivide-se em diversas outras atividades e segmentos, os quais podem ser verificados no quadro 4.
A indústria metalúrgica caracteriza-se pela produção de bens intermediários, como insumos e/ou componentes a serem fornecidos para outras indústrias. A indústria mecânica, principal produtora de bens de capital, caracteriza-se pela fabricação de máquinas e equipamentos destinados aos demais setores industriais. Esta detém importância estratégica para o desenvolvimento econômico, tendo em vista que atua na geração e difusão de novas tecnologias para os demais setores industriais.
O setor de material elétrico e de comunicações sustenta os demais segmentos produtores, tanto de uso industrial quanto de utilidade doméstica, tendo em vista que a maioria desses bens é considerada produto acabado, cuja principal característica é a durabilidade. Por fim, o setor de material de transporte, o qual está relacionado com o segmento mecânico, já que se dedica à indústria automotiva.
Este estudo foi realizado junto aos sistemas produtivos metal-mecânico da região sul do Brasil (Rio Grande do Sul, Santa Catarina e Paraná). Com o passar do tempo, os sistemas produtivos estudados se reorganizaram econômica e geograficamente, havendo uma tendência à integração regional, a processos de aquisições e fusões e à implantação de plantas e aglomerados industriais, facilitando o acesso aos mercados internacionais.
O complexo metal-mecânico no Paraná possui uma estrutura produtiva concentrada na capital e na região metropolitana. Conforme o MTE (Ministério do Trabalho e Emprego), no período entre 2000 e 2009, o número de indústrias do setor metal-mecânico paranaense cresceu 78,5%, passando de 3.400 mil para 6.069 mil estabelecimentos, crescimento esse que está atrelado à industrialização fora da região sudeste brasileira (Milléo, 2011).
Em Santa Catarina, o setor metal-mecânico possui uma estrutura produtiva diversificada e concentrada em determinados espaços do território, sendo que, de acordo com dados do MTE, em 2008, este setor era responsável por cerca de 99 mil empregos, o que em 2009 representou o equivalente a 24,4% das exportações do estado (SEBRAE/SC, 2010; Minuzzi, 2011).
A indústria metal-mecânica e eletroeletrônica do Rio Grande do Sul concentra-se em algumas regiões do Estado, sendo que esse setor fechou o ano de 2010 com crescimento de 19% em sua produção, comparada ao ano anterior. De acordo com o SINMETAL (Sindicato das Indústrias Metalúrgicas, Mecânicas e de Material Elétrico e Eletrônico do Rio Grande do Sul), esse crescimento representou o dobro da média da indústria do Estado. Além disso, o PIB do setor superou os R$ 19 bilhões, o que representa uma expansão de 22,5%, gerando 212,1 mil empregos. Parte da recuperação do crescimento do setor deve-se às exportações, que cresceram 31,1%, somando US$ 2,760 bilhões de dólares, além do aumento de 40,7% nas importações, que totalizaram US$ 4,720 bilhões, com forte influência do segmento de veículos (Hunoff, 2011).
No que diz respeito à indústria de transformação, em termos do valor da transformação industrial, para unidades industriais com cinco ou mais pessoas ocupadas nessa indústria, o Paraná encontra-se na terceira posição do ranking enquanto o Rio Grande do Sul está em quinto e Santa Catarina em sétimo, comparando-se com as demais unidades da federação (FIEP, 2010).
Pode-se afirmar que, com o restabelecimento das indústrias após a crise mundial que afetou a linha branca e o setor automotivo, os sistemas produtivos metal-mecânico apresentam um crescimento, constituindo-se em um dos mais importantes do país. Contudo, o setor está constantemente se aprimorando e buscando o desenvolvimento de novas técnicas, para competir, tanto no mercado nacional quanto internacional.
Parâmetros do modelo
Fatores Considerados na Modelagem
Há diversos fatores que influenciam nos processos das indústrias, fazendo com que seu lead time se altere. A presente seção apresenta uma estrutura hierárquica com os possíveis fatores que influenciam o lead time logístico de sistemas produtivos e que são considerados neste trabalho.
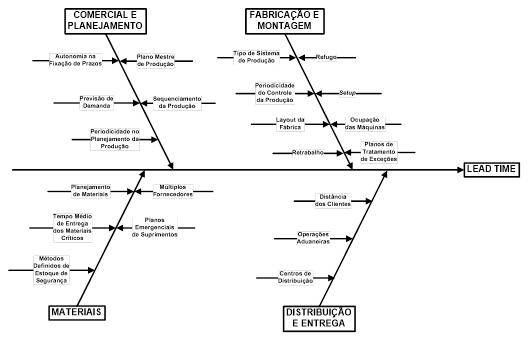
Vale destacar que, na identificação dos possíveis fatores, expostos a seguir, levou-se em consideração o referencial teórico consultado, bem como observações junto ao segmento industrial. Para isso os possíveis fatores foram subdivididos de acordo com os componentes de lead time expostos por Christopher (2008) em fatores comerciais e de planejamento, fatores relacionados com a obtenção dos materiais, fatores relacionados com a montagem, e fatores referentes à distribuição e instalação, como segue.
Fatores Comerciais e de Planejamento - o lead time comercial e de planejamento engloba os tempos compreendidos entre o recebimento do pedido e o planejamento dos processos e da produção. Para fins deste estudo foram elencados, neste contexto, (i) a autonomia na fixação de prazos; (ii) a previsão da demanda; (iii) a periodicidade no planejamento da produção; (iv) o método usado para realizar o plano mestre; (v) e o sequenciamento da produção.
Fatores Relacionados com os Materiais - no que diz respeito aos materiais pode-se elencar todos os insumos utilizados na produção com o propósito de atender ao mercado. Para fins deste estudo foram estabelecidos como fatores integrantes do grupo de materiais: (i) a realização do planejamento de materiais; (ii) o tempo médio de entrega de materiais críticos; (iii) o uso de métodos definidos para estabelecer o estoque de segurança; (iv) a existência de múltiplos fornecedores para uma dada matéria-prima; (v) e o estabelecimento de planos emergenciais de suprimentos.
Fatores de Fabricação e Montagem - a fabricação e a montagem dizem respeito ao processo produtivo propriamente dito, onde ocorre a transformação da matéria-prima em produto acabado e à forma como o mesmo está organizado. Para fins deste estudo, no que diz respeito à fabricação e montagem, elencaram-se os seguintes fatores que podem influenciar no lead time: (i) tipo de sistema de produção; (ii) periodicidade no controle da produção; (iii) tipo de layout da fábrica; (iv) percentual de retrabalho; (v) percentual de refugo; (vi) percentual de tempo gasto com setup; (vii) taxa de ocupação das máquinas; (viii) e a existência de planos para tratamento de exceções.
Fatores da Distribuição e Entrega - a distribuição e a entrega dizem respeito à forma como o produto é disponibilizado ao cliente. Levam em consideração aspectos do mercado e o tipo de produto comercializado, com o propósito de atender o cliente da melhor forma possível, entregando o produto certo, no local certo e nas condições acordadas. A distribuição e entrega consistem no elo final da cadeia de suprimentos, sendo o ponto de interface entre o sistema produtivo e o cliente. Para fins deste estudo, no que diz respeito à distribuição e à entrega, elencaram-se os seguintes fatores que podem influenciar no lead time dos sistemas de produção metal-mecânico: (i) distância dos principais clientes; (ii) existência de operações aduaneiras; (iii) e existência de centros de distribuição.
Os possíveis fatores que influenciam o lead time logístico dos sistemas produtivos podem ser apresentados sob a forma de uma estrutura hierárquica, sob a perspectiva do lead time comercial e de planejamento, de materiais, de fabricação e montagem, de distribuição e entrega, conforme ilustra a figura 2.
Cada fator levantado e ilustrado na estrutura hierárquica resultou em um questionamento no instrumento de coleta de dados. A população deste estudo consistiu nas indústrias do setor metal-mecânico com mais de cinquenta colaboradores, filiadas às Federações das Indústrias dos Estados do Rio Grande do Sul, Santa Catarina e Paraná, localizadas no sul do Brasil. Do universo de empresas cadastradas, 49 responderam ao questionário, o que corresponde a aproximadamente 7% desse universo.
Parâmetros do modelo
Para estimar o modelo de regressão múltipla, utilizou-se como variável dependente  o lead time logístico dos sistemas produtivos metal-mecânico e como variáveis explicativas ou independentes os fatores expostos no quadro 5.
o lead time logístico dos sistemas produtivos metal-mecânico e como variáveis explicativas ou independentes os fatores expostos no quadro 5.
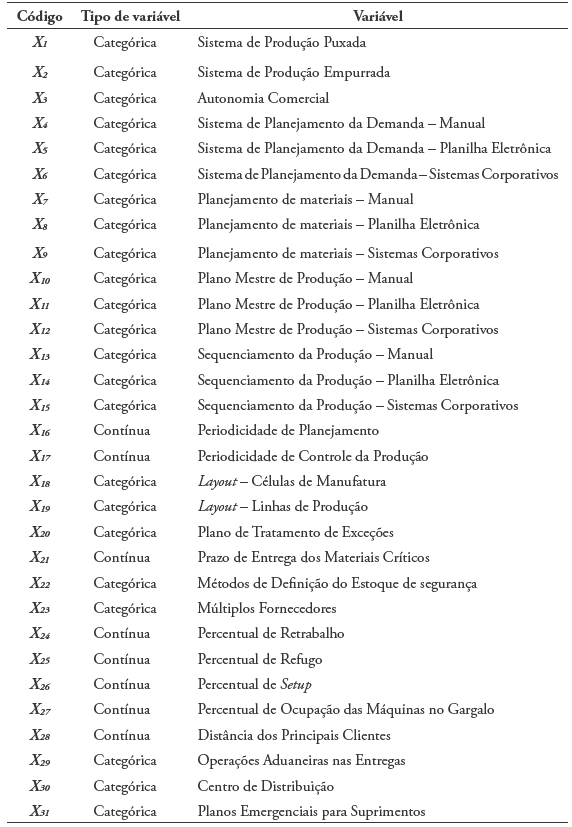
Cabe salientar que as variáveis categóricas foram transformadas em  variáveis dummy. As variáveis
variáveis dummy. As variáveis  e
e  consistem em variáveis dummy, provenientes de três possíveis respostas referentes ao sistema de produção (puxado, empurrado ou misto);
consistem em variáveis dummy, provenientes de três possíveis respostas referentes ao sistema de produção (puxado, empurrado ou misto);  e
e  provêm de quatro respostas para os questionamentos relacionados com sistema de planejamento da demanda, planejamento de materiais, plano mestre de produção e sequenciamento da produção, cujas respostas poderiam ser manual, planilha eletrônica, sistemas corporativos ou inexistente;
provêm de quatro respostas para os questionamentos relacionados com sistema de planejamento da demanda, planejamento de materiais, plano mestre de produção e sequenciamento da produção, cujas respostas poderiam ser manual, planilha eletrônica, sistemas corporativos ou inexistente;  e
e  são provenientes de três tipos de resposta relacionados com layout (células de manufatura, linhas de produção ou misto).
são provenientes de três tipos de resposta relacionados com layout (células de manufatura, linhas de produção ou misto).
As variáveis categóricas foram transformadas em numéricas do tipo  (zero), indicando a ausência do atributo e
(zero), indicando a ausência do atributo e  (um), indicando a presença do atributo, originando uma nova tabela de dados que foi utilizada no modelo de regressão.
(um), indicando a presença do atributo, originando uma nova tabela de dados que foi utilizada no modelo de regressão.
Para avaliação do tempo médio de lead time foi solicitado aos respondentes a determinação do tempo ótimo, mais provável e do pessimista. A fim de estimar o tempo médio adotou-se o mesmo critério utilizado pelas técnicas PERT (Program Evaluation and Review Tecnique - Técnica de Avaliação e Revisão do Programa) e CPM (Critical Path Method - Método do Caminho Crítico) (Slack, Chambers e Johnston, 2002; Contador, 2004):

Onde:
 = tempo estimado/esperado
= tempo estimado/esperado
 = tempo pessimista
= tempo pessimista
 = tempo mais provável
= tempo mais provável
 = tempo otimista
= tempo otimista
Após a identificação e a codificação das variáveis explicativas, bem como da determinação do lead time logístico foi aplicada a ferramenta SPSS (Statistical Package for Windows), com a qual foram realizadas a análise de regressão e de correlação.
Resultados
Análise de regressão
O modelo de regressão múltipla foi construído com o propósito de identificar os fatores que influenciam o lead time logístico de sistemas produtivos metal-mecânico, buscando explicar a variável dependente (lead time logístico) por meio das variáveis explicativas levantadas (fatores de influência).
A equação do modelo de regressão múltipla foi estimada por meio do software estatístico SPSS, sendo utilizado os métodos stepwise e backward, de forma a chegar ao modelo estável.
A partir da análise de regressão constata-se que das 31 variáveis independentes testadas e analisadas, somente 5 (cinco) apresentaram alguma significância. Foram mantidas no modelo as variáveis explicativas que apresentaram probabilidade de 70% (setenta por cento) ou mais de não serem nulas. As variáveis selecionadas para fazer parte do modelo consistem em Sistemas de Planejamento da Demanda - Sistemas Corporativos ( ), Sequenciamento da Produção - manual (
), Sequenciamento da Produção - manual ( ), Plano de Tratamento de Exceções (
), Plano de Tratamento de Exceções ( ), Prazo de Entrega dos Materiais Críticos (
), Prazo de Entrega dos Materiais Críticos ( ) e Percentual de Retrabalho (
) e Percentual de Retrabalho ( ).
).
Além disso, foi estimado o Fator de Inflação da Variância  , que mede o quanto a variância dos coeficientes de regressão é afetada pela multicolinearidade. Hair Jr. et al (2005) afirmam que quando o
, que mede o quanto a variância dos coeficientes de regressão é afetada pela multicolinearidade. Hair Jr. et al (2005) afirmam que quando o  é igual à zero não há multicolinearidade, e que o igual a um indica alguma associação entre as variáveis, mas não o suficiente para gerar problemas, entretanto, este fator não pode ultrapassar cinco. Pode-se verificar, por meio do valor do , que a colinearidade não é um problema a ponto das variáveis serem descartadas.
é igual à zero não há multicolinearidade, e que o igual a um indica alguma associação entre as variáveis, mas não o suficiente para gerar problemas, entretanto, este fator não pode ultrapassar cinco. Pode-se verificar, por meio do valor do , que a colinearidade não é um problema a ponto das variáveis serem descartadas.
O intervalo de confiança dos coeficientes mostra os valores mínimos e máximos que esse coeficiente pode assumir para uma probabilidade de ocorrência de 95% (noventa e cinco por cento). Inicialmente testou-se a significância do modelo de regressão estimado utilizando a estatística de teste  , proveniente da análise de variância da regressão. Para Hair Jr. et al (2005, p. 326) o teste
, proveniente da análise de variância da regressão. Para Hair Jr. et al (2005, p. 326) o teste  é “utilizado para comparar a variância explicada pela regressão para a variância não-explicada (residual), e o resultado nos diz se a relação global é estatisticamente significativa”. Pôde-se verificar que o teste confirmou a existência de regressão ao nível de significância menor que 1% (muito próximo de zero).
é “utilizado para comparar a variância explicada pela regressão para a variância não-explicada (residual), e o resultado nos diz se a relação global é estatisticamente significativa”. Pôde-se verificar que o teste confirmou a existência de regressão ao nível de significância menor que 1% (muito próximo de zero).
Os coeficientes individuais de regressão foram testados a fim de verificar a significância da relação entre cada uma das variáveis. Pode-se verificar que o coeficiente de determinação  é igual a 0,342 e o coeficiente de determinação ajustado
é igual a 0,342 e o coeficiente de determinação ajustado  é 0,239 indicando o quanto dos erros em relação à média é justificado pelo modelo, neste caso, as variáveis independentes utilizadas no estudo tem um poder de explicação do lead time menor que 50% (cinquenta por cento).
é 0,239 indicando o quanto dos erros em relação à média é justificado pelo modelo, neste caso, as variáveis independentes utilizadas no estudo tem um poder de explicação do lead time menor que 50% (cinquenta por cento).
Além disso, algumas das variáveis explicativas podem ser responsáveis por pequenos incrementos no lead time e que não se mostraram tão significativas para o setor metal-mecânico, foco deste estudo. De fato não foram levados em consideração neste modelo fatores relacionados com a produção do produto, como tipo de operação, complexidade do produto, qualidade e especificações técnicas do produto, assim como engenharia de projeto, que podem justificar os baixos coeficientes de determinação.
Para verificar que os resíduos não são auto-correlacionados utilizou-se o teste de Durbin-Watson , cuja estatística varia de 0 a 4. No caso do modelo de regressão construído. O
, cuja estatística varia de 0 a 4. No caso do modelo de regressão construído. O  é de 2,163, valor que, comparado aos limites tabelados, não permite concluir pela existência de autocorrelação de resíduos ao nível de significância de 5% (cinco por cento).
é de 2,163, valor que, comparado aos limites tabelados, não permite concluir pela existência de autocorrelação de resíduos ao nível de significância de 5% (cinco por cento).
A seguir é apresentada a equação do modelo de regressão acerca dos fatores mais significantes na explicação do lead time logístico da indústria metal-mecânica.
Modelo para estimação dos fatores que influenciam o lead time logístico de sistemas de produção metal-mecânico
O modelo ajustado de regressão múltipla ficou constituído por 5 das 31 variáveis explicativas elencadas para este estudo. Com isto, a estimativa apresentada pelo modelo de regressão para o valor do lead time é a seguinte:

A partir do modelo de regressão estimado, percebe-se a influência de cada uma das variáveis no incremento ou na redução do lead time, as quais são explicadas na sequencia.
Sistema de Planejamento da Demanda - Sistemas Corporativos ( ) - a presença deste fator pode reduzir em média 24 dias o lead time. Isso se justifica devido ao planejamento ser realizado com dados mais confiáveis do que quando realizados à parte. Também o uso de técnicas para o planejamento faz com que a previsão seja mais acuraz. Deve-se lembrar, ainda, que a realização do planejamento da demanda também está correlacionada com o plano mestre de produção, em outras palavras, essas variáveis estão correlacionadas com o lead time. Já o planejamento da demanda realizado de forma manual ou através de planilhas eletrônicas não produz reduções significativas no lead time. Isso pode ser justificado devido às dificuldades em manter séries históricas consistentes ou ainda pela dificuldade de transformar a demanda por produtos em demanda de componentes e materiais.
) - a presença deste fator pode reduzir em média 24 dias o lead time. Isso se justifica devido ao planejamento ser realizado com dados mais confiáveis do que quando realizados à parte. Também o uso de técnicas para o planejamento faz com que a previsão seja mais acuraz. Deve-se lembrar, ainda, que a realização do planejamento da demanda também está correlacionada com o plano mestre de produção, em outras palavras, essas variáveis estão correlacionadas com o lead time. Já o planejamento da demanda realizado de forma manual ou através de planilhas eletrônicas não produz reduções significativas no lead time. Isso pode ser justificado devido às dificuldades em manter séries históricas consistentes ou ainda pela dificuldade de transformar a demanda por produtos em demanda de componentes e materiais.
Sequenciamento da Produção - Manual () - Com a realização do sequenciamento da produção de forma manual, as empresas podem reduzir em média 14 dias o seu lead time. Obteve-se significância no sequenciamento da produção de forma manual, no entanto, não se observou significância nas demais formas (planilha eletrônica e sistemas corporativos). O sequenciamento da produção manual possui maior flexibilidade na correção de possíveis erros ou desvios de execução durante a operação. Enquanto, a realização do sequenciamento da produção por meio de planilhas eletrônicas apresenta dificuldades de se fazer ajustes consistentes, não tendo a efetividade do manual. Isso ocorre possivelmente por conta da rigidez desses processos de alocação dos recursos e pela dificuldade em se implantar esses sistemas de modo a se adaptar automática e rapidamente às mudanças e às correções necessárias a possíveis desvios de planejamento. A aplicação dos métodos de sequenciamento através de sistemas corporativos (ERP) aparentemente também não traz resultados significativos para redução do lead time. Uma possível explicação para isto pode estar na falta de processos automatizados que integrem o planejamento e a produção, dificultando a tomada de respostas rápidas quando de mudanças no processo de execução.
Plano de Tratamento de Exceções ( ) - pode reduzir em média 15 dias o lead time dos sistemas produtivos. Consideram-se exceções a quebra de máquinas, a falta de materiais, a falta de um transporte adequado, entre outros. Isso sugere que as empresas que mantém um plano de tratamento de exceções conseguem solucionar esses problemas de modo mais imediato que aquelas onde os problemas ainda precisam ser estudados para encontrar alternativas que resolvam de modo satisfatório a questão. Em outras palavras, as empresas que possuem um plano de tratamento de exceções estão melhor preparadas para enfrentar possíveis imprevistos. Com um planejamento prévio e estruturado de exceções o excesso de materiais em estoque pode ser evitado, bem como a ruptura dos mesmos, filas e uma possível parada no processo produtivo e reduzindo o lead time.
) - pode reduzir em média 15 dias o lead time dos sistemas produtivos. Consideram-se exceções a quebra de máquinas, a falta de materiais, a falta de um transporte adequado, entre outros. Isso sugere que as empresas que mantém um plano de tratamento de exceções conseguem solucionar esses problemas de modo mais imediato que aquelas onde os problemas ainda precisam ser estudados para encontrar alternativas que resolvam de modo satisfatório a questão. Em outras palavras, as empresas que possuem um plano de tratamento de exceções estão melhor preparadas para enfrentar possíveis imprevistos. Com um planejamento prévio e estruturado de exceções o excesso de materiais em estoque pode ser evitado, bem como a ruptura dos mesmos, filas e uma possível parada no processo produtivo e reduzindo o lead time.
Prazo de Entrega dos Materiais Críticos ( ) - Os materiais críticos são considerados fundamentais para o início e/ou continuidade do processo produtivo, sem os quais o sistema produtivo não consegue concluir os produtos e atender à demanda. Esses materiais em geral possuem um custo e/ou volume elevados, o que dificulta o sistema produtivo manter grande quantidade em estoque, ficando à mercê do estoque do fornecedor. Como pode-se verificar no modelo, apenas 45,8% do tempo de entrega dos materiais críticos é repassado para o lead time. De fato, parte dos materiais críticos é mantida sob controle em estoque, de modo que não necessariamente se tenha que aguardar a entrega dos mesmos para executar a produção, o que justifica o valor deste coeficiente ser menor que 1 (um).
) - Os materiais críticos são considerados fundamentais para o início e/ou continuidade do processo produtivo, sem os quais o sistema produtivo não consegue concluir os produtos e atender à demanda. Esses materiais em geral possuem um custo e/ou volume elevados, o que dificulta o sistema produtivo manter grande quantidade em estoque, ficando à mercê do estoque do fornecedor. Como pode-se verificar no modelo, apenas 45,8% do tempo de entrega dos materiais críticos é repassado para o lead time. De fato, parte dos materiais críticos é mantida sob controle em estoque, de modo que não necessariamente se tenha que aguardar a entrega dos mesmos para executar a produção, o que justifica o valor deste coeficiente ser menor que 1 (um).
Percentual de Retrabalho ( ) - O aumento de 1% (um por cento) no retrabalho
) - O aumento de 1% (um por cento) no retrabalho  pode aumentar o lead time dos sistemas produtivos, em média, 0,865 dias. A existência de retrabalho implica na imobilização de recursos produtivos, materiais, humanos, financeiros e de tempo na produção de produtos defeituosos, a fim de que esses possam ser comercializados. Um fato interessante, que pode ser observado, é que estes 0,865 dias representam aproximadamente 2,14% do tempo médio de lead time (40,358 dias). Isto parece coerente devido ao fato de que ao efetuar o retrabalho é comum ter que desfazer parte do trabalho realizado e voltar a realizá-lo novamente, geralmente em condições não ideais. Ressalta-se, ainda, que o nível de retrabalho está diretamente correlacionado com refugo e, portanto, ambos fatores estão influenciando o lead time logístico dos sistemas produtivos do setor em estudo.
pode aumentar o lead time dos sistemas produtivos, em média, 0,865 dias. A existência de retrabalho implica na imobilização de recursos produtivos, materiais, humanos, financeiros e de tempo na produção de produtos defeituosos, a fim de que esses possam ser comercializados. Um fato interessante, que pode ser observado, é que estes 0,865 dias representam aproximadamente 2,14% do tempo médio de lead time (40,358 dias). Isto parece coerente devido ao fato de que ao efetuar o retrabalho é comum ter que desfazer parte do trabalho realizado e voltar a realizá-lo novamente, geralmente em condições não ideais. Ressalta-se, ainda, que o nível de retrabalho está diretamente correlacionado com refugo e, portanto, ambos fatores estão influenciando o lead time logístico dos sistemas produtivos do setor em estudo.
Análise de correlação
A correlação consiste em uma técnica associativa que ajuda a determinar se há relação coerente e sistemática entre duas ou mais variáveis (Hair Jr. et al, 2005). Grandes coeficientes indicam uma alta covariação e uma forte relação, enquanto pequenos coeficientes indicam pouca covariação e uma fraca relação.
As análises de correlação foram realizadas com o propósito de identificar a influência das dimensões causais em todas as variáveis nas quais foram encontradas correlações significativas. Os resultados da análise de correlação expostos mostraram associação entre diversas variáveis, sendo que as correlações apresentadas variam de nulas a altas.
Cinco variáveis se mostraram significativas na determinação do lead time: Sistema de Planejamento da Demanda - Sistemas Corporativos ( ), Sequenciamento da Produção - Manual (
), Sequenciamento da Produção - Manual ( ), Plano de Tratamento de Exceções (), Prazo de Entrega dos Materiais Críticos (
), Plano de Tratamento de Exceções (), Prazo de Entrega dos Materiais Críticos ( ), Percentual de Retrabalho (). Estas variáveis mantêm entre si níveis de correlação considerados leve e quase imperceptíveis a pequenos, mas definidos. Contudo, ao analisar a correlação destas mesmas variáveis com as demais, que não foram incluídas no resultado da regressão linear, observa-se algumas relações importantes, como mostra o quadro 6.
), Percentual de Retrabalho (). Estas variáveis mantêm entre si níveis de correlação considerados leve e quase imperceptíveis a pequenos, mas definidos. Contudo, ao analisar a correlação destas mesmas variáveis com as demais, que não foram incluídas no resultado da regressão linear, observa-se algumas relações importantes, como mostra o quadro 6.
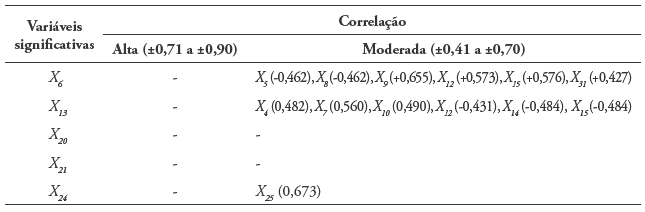
As variáveis que apresentaram uma correlação acentuada foram excluídas do modelo final de regressão. Isso se justifica devido a uma variável ser covariante com outra variável independente presente no modelo, ou seja, um fato pode ser explicado por mais de uma variável. Deste quadro conclui-se que:
empresas que realizam o planejamento da demanda com sistemas corporativos (
) também tendem a utilizar estes mesmos sistemas corporativos para planejar as necessidades de materiais ( ), para realizar o plano mestre de produção (
), para realizar o plano mestre de produção ( ), e para sequenciar a produção (
), e para sequenciar a produção ( ). Além disso, observa-se a tendência destas empresas em manterem planos emergenciais para obtenção de suprimentos (
). Além disso, observa-se a tendência destas empresas em manterem planos emergenciais para obtenção de suprimentos ( );
);empresas que realizam o sequenciamento da produção por meios manuais (
) apresentam a tendência de usar métodos manuais para prever a demanda ( ), planejar as necessidades de materiais (
), planejar as necessidades de materiais ( ) e realizar o plano mestre de produção (
) e realizar o plano mestre de produção ( );
);empresas que apresentam elevado percentual de retrabalho (
 ) também costumam apresentar percentuais mais elevados de refugos (
) também costumam apresentar percentuais mais elevados de refugos ( ).
).
Assim, pode-se induzir que estas variáveis correlacionadas também podem estar influenciando o lead time de modo conjunto com as variáveis selecionadas pela análise de regressão. Em outras palavras, o uso de sistemas corporativos (ERP) para planejar demanda ( ), planejar os requerimentos de materiais (
), planejar os requerimentos de materiais ( ), realizar o plano mestre de produção () e sequenciar a produção (), além da manutenção de planos emergenciais para obtenção dos suprimentos (
), realizar o plano mestre de produção () e sequenciar a produção (), além da manutenção de planos emergenciais para obtenção dos suprimentos ( ) é responsável pela redução de 24 dias no lead time médio observado no segmento estudado.
) é responsável pela redução de 24 dias no lead time médio observado no segmento estudado.
Além disso, quando estas mesmas tarefas de planejamento são realizadas de modo manual ( e ), observa-se que a redução média do lead time limita-se a 15 dias. Entretanto, não foram observadas reduções significativas quando estas atividades são realizadas por meio do uso de planilhas eletrônicas. No que tange ao percentual de retrabalho, observou-se uma correlação moderada (quase alta) com o percentual de refugo.
e ), observa-se que a redução média do lead time limita-se a 15 dias. Entretanto, não foram observadas reduções significativas quando estas atividades são realizadas por meio do uso de planilhas eletrônicas. No que tange ao percentual de retrabalho, observou-se uma correlação moderada (quase alta) com o percentual de refugo.
Dado o baixo valor do coeficiente de determinação encontrado para o modelo de regressão, e os níveis de significância adotados, julgou-se pertinente a realização de uma etapa adicional para legitimar os resultados. A legitimação buscou confirmar e/ou refutar os resultados, bem como identificar possíveis fatores que não tenham sido contemplados na estrutura hierárquica proposta para representar os fatores que afetam o lead time logístico.
Para esta etapa foram selecionados três especialistas pela sua ligação com o meio industrial e acadêmico. Também foi solicitado a participar deste processo os 45 respondentes da pesquisa, que previamente manifestaram o interesse em conhecer os resultados do estudo, sendo que 14 responderam ao laudo. Para estes participantes, foi enviado um resumo contendo os resultados e conclusões encontradas a partir das análises estatísticas realizadas, além de um questionário pesquisa.
De modo geral, os fatores expostos na estrutura hierárquica e os fatores que se revelaram mais significativos no modelo de regressão foram aceitos pelos especialistas e pelos gestores, sendo considerados coerentes com o ambiente empresarial e com o objetivo deste estudo.
Considerações finais
O presente trabalho objetivou identificar e quantificar os fatores que na prática são determinantes e influenciam de modo significativo o lead time logístico de sistemas de produção do setor metal-mecânico. Para fins deste estudo, foi considerado o lead time logístico, que compreende o tempo desde a colocação do pedido até a entrega ao cliente final, incluindo todas as etapas desse processo. A partir disso, este estudo buscou contribuir com a sistematização dos possíveis fatores que influenciam no lead time em uma estrutura hierárquica, sob a perspectiva adaptada de Christopher (2008), que subdivide o lead time em: comercial e de planejamento, de materiais, para a montagem, para a distribuição e para instalação.
Os resultados colhidos, após questionamentos feitos junto à indústria metal-mecânica do sul do Brasil, foram submetidos ao modelo de regressão, a fim de verificar a sua significância na determinação do lead time. Os fatores que se revelaram mais significativos para este fim, consistem em: uso de Sistemas Corporativos para Planejamento da Demanda (), uso de métodos manuais para o Sequenciamento da Produção ( ), existência de Planos Estruturados para Tratamento de Exceções (
), existência de Planos Estruturados para Tratamento de Exceções ( ), Prazo de Entrega dos Materiais Críticos () e Percentual de Retrabalho ().
), Prazo de Entrega dos Materiais Críticos () e Percentual de Retrabalho ().
Ao analisar a correlação entre as variáveis que não se mostraram relevantes com as que integraram o modelo de regressão verificou-se que: i) empresas que utilizam sistemas corporativos para o planejamento da demanda tendem a utilizar o mesmo sistema para o plano mestre de produção e para o sequenciamento da produção, além de manterem planos emergenciais para suprimentos; ii) as empresas que utilizam meios manuais para efetuar o sequenciamento da produção tendem a realizar o planejamento da demanda e das necessidades de materiais e o plano mestre da produção da mesma forma; iii) empresas que possuem elevado percentual de retrabalho também apresentam elevado percentual de refugo. Nota-se que as observações i) e ii) tendem a ser excludentes entre si, isto é, se a empresa opta pelo uso de sistemas corporativos para efetuar o planejamento, ela não o faz por meios manuais e vice-versa.
O fato das demais variáveis não integrarem o modelo ajustado não significa que essas variáveis explicativas não possam ser relevantes individualmente para as empresas do setor pesquisado. Essas variáveis apenas não se mostraram significativas para justificar de forma consistente a variação no lead time para esse setor.
Além disso, podem existir outros fatores que influenciam no lead time dos sistemas produtivos e que não foram contemplados neste estudo. De fato o coeficiente de determinação para o modelo de regressão foi baixo, o que significa dizer que os fatores explicam parcialmente a variabilidade no lead time. Em face dessa limitação e do pequeno tamanho da amostra coletada não é possível validar o modelo usando técnicas usuais da estatística. Esses dois fatos fizeram com que houvesse a necessidade de legitimar o trabalho realizado, a fim de confirmar e/ou refutar os resultados encontrados.
De acordo com a maioria das respostas dos especialistas e gestores, pode-se afirmar que os fatores expostos na estrutura hierárquica estão condizentes com o objetivo geral desta tese, assim como os resultados encontrados no modelo quantitativo e as conclusões auferidas são relevantes e possuem conexão com a realidade empresarial.
Tais aspectos confirmam a preocupação das indústrias com o aprimoramento de suas atividades, comprometidas com a mudança, em prol de uma maior agilidade, e flexibilidade em seus processos. Neste sentido, esta tese representa uma contribuição importante para identificação e mensuração dos fatores mais relevantes no lead time logístico do setor metal-mecânico. Com os resultados obtidos as empresas podem efetuar melhorias nos seus processos, buscando a redução do tempo no atendimento de seus clientes, e com isso obter ganhos de competitividade.

