











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
I. INTRODUCCIÓN
El desarrollo de materiales para la fabricación de componentes de propulsión juega un papel importante en el desarrollo de la industria aeroespacial, especialmente en el campo de la cohetería. La cámara de combustión del cohete, propulsores y/o boquillas deben diseñarse para soportar temperaturas de operación superiores a los 1600-2000°C en un ambiente ablativo severo [1]. Normalmente, el motor-cohete es fabricado por mecanizado de aleaciones de acero, aluminio o titanio (zona estructural) y recubierto internamente con sistemas de protección térmica (zona ablativa) [2]. Dentro de los materiales ablativos comúnmente utilizados, se incluyen los metales de alto punto de fusión (tungsteno, renio y molibdeno) y compuestos cerámicos refractarios (carburos de silicio (SiC), circonio (ZrC), boro (B4C) o hafnio (HfC)) [3]. Generalmente, estos materiales son de difícil adquisición y alto costo, lo que dificulta su aplicación en países como Colombia. Adicionalmente, la elevada densidad de estos materiales (sobre todo la zona estructural) no deja de ser una desventaja, siendo la búsqueda de materiales alternativos con mayor relación desempeño/densidad una de las prioridades para este sector. Dentro de las alternativas se destacan los materiales compuestos [4], específicamente los denominados Materiales Compuestos Ablativos de Matriz Polimérica (en adelante PACMs, por sus siglas en ingles), en gran parte debido a su versatilidad y la posibilidad de reducir (≈90%) el peso de estos componentes [5-6].
Generalmente, los PACMs se componen en un 25-35% de una matriz de resina fenólica, epóxica, viniléster o poliéster [7], materiales termoestables cuyo desempeño a elevadas temperaturas es limitado [8-9], por tal razón, requieren ser reforzados. La adición de materiales particulados (fillers) y fibras cortas modifica el desempeño y mejora sustancialmente la estabilidad termomecánica y ablativa del material compuesto [ 10-13 ]. Cuando los PACMs son expuestos a temperaturas por encima del límite de degradación térmica de la matriz (≈250 a 600°C), su estructura experimenta descomposición (fenómeno de pirolisis) y se produce una capa carbonizada; al respecto, el carbono es considerado un material de alto desempeño ablativo [9, 15-16]. Esta capa carbonizada promueve la retención (aglomeración) de los fillers incorporados y el proceso de ablación se puede llevar a cabo de manera efectiva, ya que el material puede continuar absorbiendo calor endotérmicamente [5]. Aun considerando las propiedades ablativas de esta capa, el residuo carbonizado puede erosionarse y sufrir delaminación tras tiempos de exposición prolongados, afectando el desempeño y rendimiento ablativo del material. Al respecto, las fibras cortas de asbesto y vidrio se han incorporado con éxito, logrando mantener la integridad de los compuestos en el ambiente ablativo severo [2-3]. A pesar del excelente comportamiento ablativo que poseen los PACMs, sus desempeños mecánicos no logran resistir las cargas de alta presión generadas durante la propulsión de un motor-cohete [16]. Por esta razón, la zona ablativa se debe reforzar externamente con un material de alta resistencia específica (zona estructural) como la fibra de carbono, por ejemplo [18-19].
Este artículo de investigación describe la obtención y caracterización de PACMs basados en una matriz de resina poliéster reforzada con materiales particulados (fillers) tipo residuos o subproductos industriales, y fibras cortas de vidrio. Con base en los desempeños óptimos obtenidos, se fabricaron aplicaciones tipo toberas de motor-cohete, reforzando la zona ablativa (PACM) mediante la aplicación superficial de un tejido unidireccional de fibra de carbono (zona estructural). Finalmente, las toberas fabricadas fueron sometidas a una prueba estática de combustión real utilizando un propelente sólido tipo Candy KNSu.
II. MATERIALES Y METODOLOGÍA
La obtención de los PACMs se basó en una matriz (30%) de resina poliéster comercial (in-saturada y pre-acelerada) reforzada con material particulado (fillers) (67%) y fibra de vidrio (3%) cortada a 4±1 mm de longitud (porcentajes en peso). Como fillers se utilizaron: escoria siderúrgica (ES), escoria de aluminio (EA), escoria de fundición (EF) y residuo cerámico (RC), todos molidos finamente hasta lograr un tamaño de partícula inferior a las 75 µm. Para la dosificación de la fracción en peso (67%) de refuerzo particulado se utilizó un diseño de mezclas de vértices extremos de 4 componentes (ES; EA; EF; y RC) y 9 puntos de interacción aleatorizados. El contenido en peso de refuerzo tipo fibra de vidrio fue del 3% para todas las mezclas. Las dosificaciones de los PACMs desarrollados se presenta en la Tabla 1.
Tabla 1 Diseño de mezclas de los PACMs (fracción en peso de cada componente).
| PACM | Refuerzo particulado | Fibra de Vidrio | Resina Poliéster | |||
| Escoria Siderúrgica (ES) | Escoria de Aluminio (EA) | Escoria de Fundición (EF) | Residuo Cerámico (RC) | |||
| 1 | 0.000 | 0.000 | 0.000 | 0.670 | 0.03 | 0.30 |
| 2 | 0.670 | 0.000 | 0.000 | 0.000 | 0.03 | 0.30 |
| 3 | 0.000 | 0.670 | 0.000 | 0.000 | 0.03 | 0.30 |
| 4 | 0.000 | 0.000 | 0.670 | 0.000 | 0.03 | 0.30 |
| 5 | 0.168 | 0.168 | 0.168 | 0.168 | 0.03 | 0.30 |
| 6 | 0.084 | 0.084 | 0.084 | 0.419 | 0.03 | 0.30 |
| 7 | 0.419 | 0.084 | 0.084 | 0.084 | 0.03 | 0.30 |
| 8 | 0.084 | 0.419 | 0.084 | 0.084 | 0.03 | 0.30 |
| 9 | 0.084 | 0.084 | 0.419 | 0.084 | 0.03 | 0.30 |
La Figura 1 resume la metodología seguida para la fabricación de placas de PACMs (19.5x13.5x1.0 cm de largo, ancho y espesor) utilizadas para la caracterización físico-mecánica y ablativa. El espesor final de las placas fue de 5.06 ± 0.5 mm. El ensayo de resistencia a la flexión a tres puntos (vigas de 130x20x5 mm ASTM D790) se llevó a cabo en una máquina universal de ensayos United SFM-300KN. La resistencia al impacto Izod (vigas de 63.5x10x5 mm con muesca en el centro de 0.5 mm ASTM D256) fue evaluada utilizando un péndulo Tinius Olsen Model Impact 104. El ensayo de densidad (trozos de 10x10x5 mm ASTM D792) fue llevado a cabo en una balanza analítica Adam PW254 acoplando un accesorio de determinación de peso hidrostático. La medición de la dureza (ASTM D2583) se llevó a cabo directamente sobre cada placa producida, utilizando un durómetro Barcol portátil (impressor).
Las placas de PACMs fueron sometidas al ensayo de llama directa (Figura 2) durante un tiempo máximo de 120 segundos con el fin de evaluar su desempeño como material ablativo, adaptando el procedimiento descrito en la norma ASTM E285. Como fuente de la llama se utilizó un soplete (antorcha) de gas propileno-pronano MAP-PRO Worthington (concentración (%) 99.5-0.5), con una temperatura de combustión teórica de 2020°C, el cual se fijó a una distancia de 4 cm frente a cada placa de ensayo. El comportamiento aislante fue evaluado mediante el monitoreo del perfil de temperatura de las placas por medio de una cámara termográfica FLIR E40 y un termopar adherido a la zona posterior de la cara expuesta a la llama.

Fig. 1. Metodología seguida para la fabricación de las placas de PACMs: a) proceso de mezclado, b) vertimiento de la mezcla y conformado de la placa, c) prensado del molde, d) curado térmico (60°C durante 6 horas) y e) apariencia final de las placas.

El índice de aislamiento de los PACMs se calculó de acuerdo con el procedimiento descrito en la norma ASTM E285, aplicando la ecuación (1).

Donde IT es el índice de aislamiento (s/mm), tT es el tiempo de ensayo (en segundos, s) transcurrido para alcanzar los 80°C, 180°C y 380°C, respectivamente, y d es el espesor de la placa (en milímetros, mm).
El nivel de deterioro superficial de la zona térmicamente afectada fue evaluado mediante la inspección visual de las placas en un estereomicroscopio trinocular Advance Optical SQF-E. Complementariamente, se realizó un análisis microestructural de los PACMs antes y después del ensayo ablativo, utilizando la técnica de microscopia electrónica de barrido (MEB) (microscopio JEOL JSM-6490LV).
Con base en los resultados obtenidos, se eligieron los PACMs óptimos para el desarrollo de aplicaciones tipo toberas de motor-cohete. Un total de dos toberas fueron fabricadas, las cuales se componen por dos zonas: ablativa (interna) y estructural (externa) (Figura 3). La zona ablativa se obtuvo mediante un proceso de vaciado del PACM en un molde o preforma. Por su parte, la zona estructural se logró mediante la aplicación de un tejido unidireccional de fibra de carbono de 334 g/m2 (1 mm de espesor) impregnado con resina poliéster y curado a 60°C durante 6 horas. Las toberas desarrolladas fueron sometidas a una prueba estática de combustión real (~90 s) (Figura 4) utilizando un propelente sólido tipo Candy KNSu (65%KNO3-35%Sucrosa) [19]. Este propelente presenta temperaturas de ignición y combustión de ~300°C y ~1350-1450°C, respectivamente [20]. El perfil térmico alcanzado por las toberas durante la prueba de combustión real fue determinado por medio de una cámara termográfica FLIR T540.

Fig. 3. Diseño y fabricación del componente de propulsión tipo tobera (motor-cohete): a) diseño y planos del componente, b) molde o preforma de la zona ablativa, c) zona ablativa basada en PACM y d) tejido de fibra de carbono (zona estructural) aplicado sobre la superficie de la zona ablativa.

III. RESULTADOS Y DISCUSIÓN
A continuación se presentan los resultados de caracterización físico-mecánica de los PACMs, se analizan sus comportamientos ablativos y se valida la aplicación de los más óptimos en el desarrollo y prueba de componentes de propulsión aeroespacial (tipo toberas de motores cohete).
A. Caracterización físico-mecánica de los PACMs
Los resultados de la caracterización físico-mecánica de los PACMs se resumen en la Figura 5.
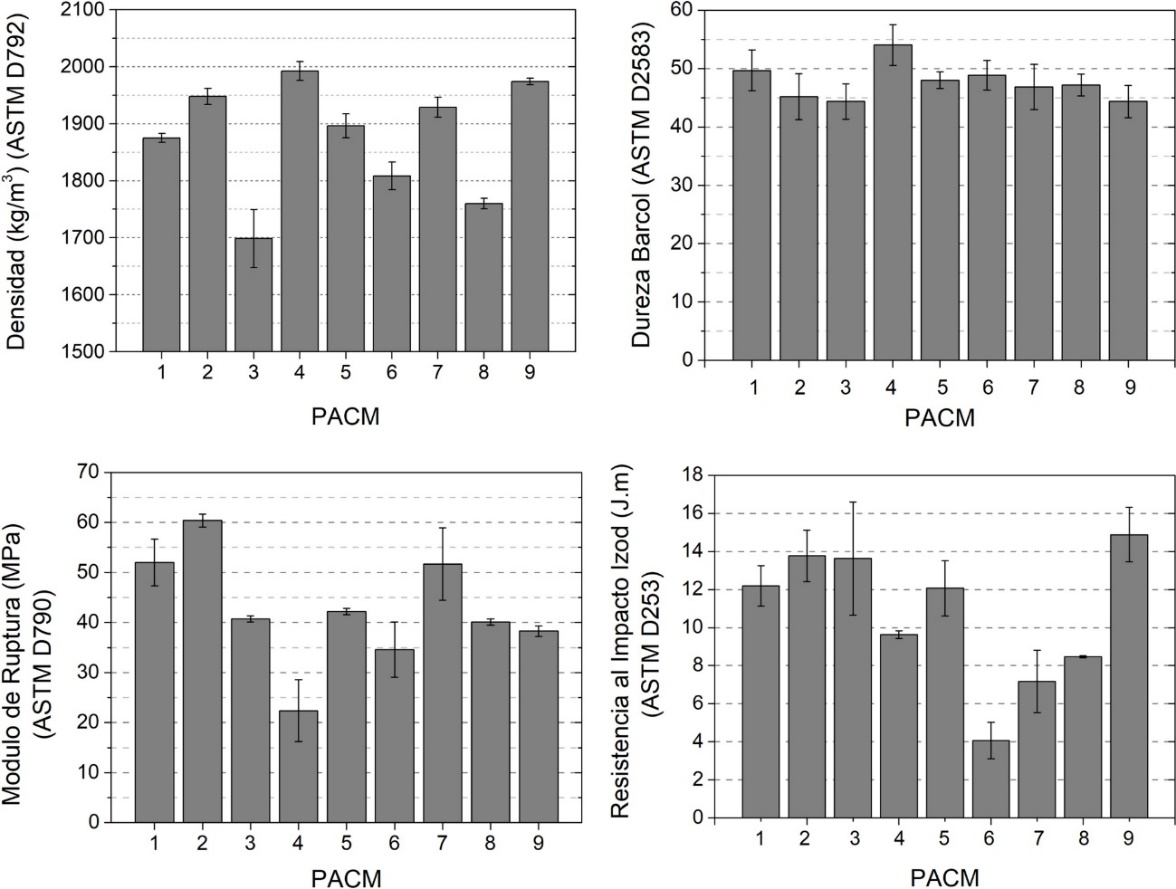
Fig. 5. Caracterización físico-mecánica de los PACMs: densidad (kg/m3), dureza Barcol, módulo de ruptura (MPa) y resistencia al impacto Izod (J∙m).
En cuanto a la densidad, se observa cómo los PACMs reportaron valores entre 1698-1992 kg/m3, en contraste con la densidad de la resina poliéster (100%) cuyo valor oscila entre 1100-1200 kg/m3. Las densidades más bajas corresponden a los PACMs con altos contenidos de EA (PACM-3= 1698 kg/m3 y PACM-8= 1760 kg/m3). Por su parte, los valores más altos fueron promovidos por la presencia de EF (PACM-4= 1974 kg/m3 y PACM-9= 1992 kg/m3). Estos resultados demuestran que el tipo de filler influye sobre la densidad final de los PACMs, propiedad que es considerada de suma importancia en la selección de los materiales y la fabricación de componentes aeroespaciales y/o de propulsión [3]. En efecto, al comparar los valores de densidad reportados por los PACMs (1698-1992 kg/m3) con los de otros materiales comúnmente utilizados en la fabricación de motores cohete, tales como las aleaciones de acero (≈7840 kg/m3), aluminio (≈2790 kg/m3) o titanio (≈4600 kg/m3) [7], es posible catalogar los PACMs como materiales alternativos de baja densidad. Por su parte, la dureza Barcol de la matriz de resina poliéster oscila entre 50-75, lo cual demuestra que, a pesar de que los PACMs contienen un elevado contenido (67%) de fillers, su desempeño mecánico no se vio afectado.
B. Comportamiento ablativo de los PACMs
La Figura 6 muestra las curvas de temperatura registradas en la cara posterior de los PACMs durante el ensayo de llama directa. Se destaca como los PACM-1, PACM-2 y PACM-5 presentan los mejores desempeños aislantes hasta los 120 s de ensayo, reportando temperaturas en la cara opuesta a la llama inferiores a 243.5, 141.6 y 232.2 °C, respectivamente. Por su parte, los PACM-3, PACM-4, PACM-6, PACM-7, PACM-8 y PACM-9 reportaron temperaturas máximas de 522.1°C (70 s), 439.2°C (100 s), 397.0°C (95 s), 370.2°C (90 s), 414.8°C (120 s) y 545.8°C (120 s), respectivamente. Estos resultados reflejan que el tipo de filler influye sobre la conductividad térmica o desempeño aislante de los PACMs.

Fig. 6. Curvas de temperatura (cara posterior) vs. tiempo de ensayo de ablación (llama directa) de los PACMs.
Al respecto, la Tabla 2 presenta los índices de aislamiento (IT ) de los PACMs, permitiendo comparar la capacidad aislante de los diferentes compuestos desarrollados. Básicamente, el IT compara el tiempo (normalizado por el espesor) que tarda el material en alcanzar temperaturas fijas; en este caso de 80, 180 y 380 °C, de acuerdo con la norma ASTM E285. En efecto, un mayor valor de IT está asociado con un mejor desempeño aislante o una menor conductividad térmica del material. Los resultados corroboran que los compuestos con mayor capacidad aislante son los PACM-2 y PACM-5; reportando valores de IT para los 80°C de 11.22 y 9.84 s/mm, respectivamente. Inclusive, por su adecuado desempeño aislante, algunos PACMs no alcanzaron los 380 °C en su cara opuesta a la llama, tal y como es el caso del PACM-1 (≤243.5 °C), PACM-2 (≤141.6 °C) y PACM-5 (≤232.2 °C). En una aplicación real como la tobera de un motor-cohete, esto significa tiempos de protección térmica elevados, o, en su defecto, la posibilidad de reducir los espesores y, por ende, el peso de los componentes (ventajas operacionales). Los resultados presentados en la Figura 6 y Tabla 2 corroboran que los tipos de fillers que mejor desempeño aislante promueven son la ES y el RC, con una reducción de la temperatura de la llama incidente (~2000°C) en la cara opuesta de hasta un 92.9 y 87.8 %, respectivamente. En contraste, los PACMs con altos contenidos de EA y EF reportaron los desempeños aislantes más bajos, con temperaturas en la cara opuesta por encima de los 380°C.
Tabla 2 Índice de aislamiento (IT) de los PACMs.
| PACM | Espesor (mm) | IT 80°C (s/mm) | IT 180°C (s/mm) | IT 380°C (s/mm) |
| 1 | 5.19 ± 0.22 | 6.74 | 18.30 | N.A. |
| 2 | 5.08 ± 0.28 | 11.22 | N.A. | N.A. |
| 3 | 4.74 ± 0.75 | 5.27 | 8.23 | 12.66 |
| 4 | 4.47 ± 0.43 | 6.49 | 16.55 | 19.91 |
| 5 | 5.59 ± 0.38 | 9.84 | 20.39 | N.A. |
| 6 | 4.89 ± 0.12 | 6.75 | 14.11 | 18.61 |
| 7 | 4.64 ± 0.20 | 7.33 | 11.64 | 19.61 |
| 8 | 6.18 ± 0.18 | 7.12 | 15.21 | 18.28 |
| 9 | 4.77 ± 0.21 | 9.22 | 18.66 | 22.64 |
La pérdida de peso o tasa de erosión de los PACMs posterior al ensayo de llama directa se puede observar en la Figura 7. En general, se aprecia que los PACMs reportaron una pérdida de peso inferior al 14%. Particularmente, los PACM-3, PACM-4 y PACM-9 reportaron los máximos valores de erosión, con pérdidas de peso del 13.1, 13.0 y 13.2 %, respectivamente. Estos comportamientos coinciden con los bajos niveles de aislamiento térmico que presentaron estos compuestos durante el ensayo ablativo, con temperaturas en la cara opuesta de hasta 522.1 °C (PACM-3), 439.2 °C (PACM-4) y 545.8 °C (PACM-9) (Figura 6). En contraste, los PACM-1, PACM-2 y PACM-5 reportaron pérdidas de peso de tan solo 9.1, 8.5, y 8.7 %, respectivamente; comportamientos que se correlacionan con los óptimos niveles de aislamiento térmico alcanzados por estos PACMs (Figura 6 y Tabla 2).

La Figura 8 compara la zona térmicamente afectada por el calor (ZTA) de los diferentes PACMs posterior al ensayo de llama directa. En general, se corrobora la formación de la capa carbonizada, producto de las reacciones de pirolisis que se activan por el calentamiento intensivo de la matriz de resina poliéster. Asimismo, se pudo relacionar que, a pesar del bajo nivel de pérdida de peso reportado por los PACM-6, PACM-7 y PACM-8, estos compuestos presentaron agrietamiento en la ZTA, producto de fenómenos de contracción. Estos defectos también se correlacionan con el bajo nivel de aislamiento térmico alcanzado durante el ensayo de llama directa, con temperaturas en la cara opuesta de hasta 397.0, 370.2 y 414.8 °C, respectivamente. Contrario al elevado IT reportado por el PACM-1 (Tabla 2), en la Figura 8 se puede apreciar que este compuesto presentó inestabilidad dimensional o “fenómeno de pandeo”, lo cual afecta su aplicación en la fabricación de componentes de propulsión.

Fig. 8. Inspección visual de la zona térmicamente afectada por el calor (ZTA); incidencia directa de la llama.
Por su parte, la Figura 9 muestra el nivel de deterioro de la cara opuesta a la llama, en donde se destaca que, para los PACM-2 y PACM-5, la ZTA es menor si se compara con los demás compuestos. Al respecto, cuando las placas de PACMs son expuestas a la llama directa, el calor se transfiere al material por fenómenos de conducción, convección y radiación, por lo cual, una menor ZTA en la cara opuesta a la incidencia de la llama es una medida indirecta de una baja conductividad térmica del material. Este hallazgo está correlacionado con los índices de aislamiento reportados por estos mismos compuestos en la Figura 6 y Tabla 2.

Fig. 9. Inspección visual de la zona térmicamente afectada por el calor (ZTA) en la cara opuesta a la incidencia de la llama.
La Figura 10 presenta el analisis microestructural realizado por medio de la técnica MEB al PACM-2; compuesto que, en general, demostró el mejor desempeño ablativo entre los PACMs desarrollados. En la parte superior se puede observar el PACM antes de ser sometido al ensayo de llama directa; en esta imagen se aprecia una matriz homogénea, una adecuada distribución de los refuerzos (fillers y fibra de vidrio) y la presencia de algunos poros de tamaño inferior a las ~100 µm. Posterior al ensayo ablativo, fue posible corroborar la degradación térmica que sufre la matriz de resina poliéster al ser expuesta al ambiente severo. En efecto, se puede corroborar la microestructura que presenta la capa carbonosa formada entre la superficie exterior y la zona de pirolisis, así como el efecto positivo de la incorporación de las fibras cortas de vidrio en cuanto a la retención y control del agrietamiento (puenteo de las fisuras) de esta capa frágil. Complementariamente, la incorporación de la fibra de vidrio reduce los fenómenos de contracción y expansión térmica producto de la acumulación de los gases atrapados durante la pirolisis, al mismo tiempo que controla la delaminación como consecuencia de la acumulación de presión en los poros de la matriz.

Por su parte, en el MEB fue posible observar que los fillersse mantienen aglomerados en la matriz carbonizada, permitiendo que el proceso de ablación se lleve a cabo y que el material continúe absorbiendo calor de forma endotérmica, a pesar del grado de deterioro observado en la matriz de resina poliéster. Durante la exposición a altos flujos de calor, estos fillers aglomerados se comportan de manera refractaria, actuando como una barrera térmica protectora capaz de reducir la tasa de pirolisis. Gracias a su baja conductividad, esta capa funciona como barrera térmica y ralentiza el avance del frente de calor, siempre y cuando se mantenga adherida al compuesto, tal y como fue el caso de los PACMs desarrollados en este estudio.
C. Aplicación de los PACMs: desarrollo y prueba de una tobera de propulsión para cohetes tipo sonda
Con base en los desempeños físico-mecánicos y comportamientos ablativos reportados por los PACMs, se eligieron los PACM-2 y PACM-5 como los compuestos óptimos y su aplicación fue validada en la manufactura de componentes de propulsión tipo toberas de motor-cohete. El perfil térmico alcanzado por las toberas PACM-2 y PACM-5 durante la prueba estática de combustión real (~90 s) se puede observar en la Figura 11.

Fig. 11. Perfil térmico de las toberas (PACM-2 y PACM-5) durante (superior) y posterior a la prueba estática de combustión real (inferior).
Durante la combustión del motor-cohete (<60 s), las temperaturas (Sp3, Sp4 y Sp5) registradas en las toberas fueron de entre 43.3-51.7°C y 41.0-44.9°C para el PACM-2 y PACM-5, respectivamente. Posterior a los 90 s y, una vez finalizada la combustión, estas temperaturas alcanzaron valores entre 92.5-152.7°C y 108.2-152.5°C para el PACM-2 y PACM-5, respectivamente. Cabe resaltar que el propelente sólido tipo Candy KNSu utilizado en esta prueba presenta temperaturas de combustión de entre 1350-1450°C [20]. Por su parte, las temperaturas (Sp6 y Sp7) de los gases de propulsión oscilaron entre 331.2-375.6°C. La Figura 12 muestra la inspección visual realizada sobre las toberas posterior a la prueba de combustión, en donde se puede corroborar el adecuado desempeño ablativo que presentan los PACMs bajo condiciones reales de servicio.

IV. CONCLUSIONES
Se demostró la posibilidad de producir sistemas de protección térmica y PACMs a partir de materiales de fácil adquisición (resina poliéster y fibra de vidrio) y altos contenidos de sub-productos industriales (escoria siderúrgica (ES), escoria de aluminio (EA), escoria de fundición (EF) y residuo cerámico (RC)).
Los resultados obtenidos demostraron que el tipo de filler incorporado tiene un efecto directo sobre la densidad y el comportamiento aislante (ablativo) de los PACMs. Respecto a la densidad, se demostró que la EA promovió los valores más bajos (PACM-3= 1698 kg/m3 y PACM-8= 1760 kg/m3). En contraste, la ES y el RC promovieron los mayores niveles de aislamiento térmico y desempeño ablativo de los PACMs, con una reducción de la temperatura de la llama incidente (~2000°C) en la cara opuesta de hasta un 92.9% (PACM-2= 141.6°C) y 87.8% (PACM-5= 232.2°C) y pérdidas de peso de tan solo el 8.5 y 8.7 % para los PACM-2 y PACM-5, respectivamente. Adicionalmente, estos compuestos presentaron el menor grado de degradación en las zonas térmicamente afectadas por el calor, al mismo tiempo que no sufrieron fenómenos de agrietamiento o pandeo. Por su parte, se pudo demostrar que la incorporación de un 3% de fibra corta de vidrio permitió controlar la delaminación de la capa carbonizada formada por la degradación térmica (pirolisis) de la matriz de resina poliéster, garantizando así que los procesos de ablación térmica de los PACMs se llevaran a cabo de manera efectiva. Estos desempeños permitieron la aplicación real de los PACMs óptimos en la fabricación de componentes de propulsión tipo toberas de motor-cohete.
Los resultados obtenidos promueven el desarrollo de una línea de investigación en PACMs con la validación de otros tipos de refuerzos (particulados y fibras) y su aplicación directa en la manufactura de componentes de propulsión, en respuesta a una necesidad específica de la industria aeroespacial y en especial de la Fuerza Aérea Colombiana (FAC). Sin embargo, cabe destacar que este tipo de materiales compuestos ablativos pueden ser utilizados en otros campos de aplicación relacionados con la manufactura de piezas en la industria automotriz y desarrollo de sistemas de protección térmica para máquinas y/o equipos industriales.

