











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink1. Introduction
The industry 4.0 is a new concept that has been developed in the time frame of the information age, which is characterized by the inclusion of information and communication technologies (ICT) in different settings, and they have been modified the work methods in the organizations [1]. In this way, the concept of Industry 4.0 defines a new industrial development age, which it incorporates the use of ICTs and the integrated automation systems, not only in the stages of productive systems design, but also in the operation and optimization of these systems [2]. Thus, from this new paradigm, it is possible to design and put into operation intelligent production, flexible, modular and adaptable systems to constant changes, so they respond to the final consumer’s necessities, without sacrificing neither the efficiency in the use of the resources nor the productivity [3,4]. Nowadays, the industry 4.0 is one of the most debated topics between professionals and academics in Germany [5]. Since the federal German government announced in 2011 the Industry 4.0 as one of the key initiatives of its high technology strategies [6], numerous academic publications, practical articles and conferences have been focused on this topic the past years.
On the other hand, a good plant distribution design, from de initial phases of the project conception of the industrial plant assembly allows to ensure its efficiency in productivity, reduction of cycles production, work in process, useless time, bottleneck, material handling time [7,8]. In the context of this new age, known also as the fourth industrial revolution, the use of computer tools becomes necessary, especially during the initial stages of the industrial plant design and the production system. Some examples of this statement can be found in [9-11] where three basic types of specialized software tools are used to support the layout design and production systems such as: The tools CAD (Computer Aided Design), the information systems linked to collaborative computer tools in the cloud and the application of simulation and optimization of production processes. Nevertheless, since the concept of Industry 4.0 is in development, it has not yet been possible for the mentioned tools to be used with all their potential and even their incorporation in the design planning of facilities.
Lately, the plant distribution design (layout) has acquired a completely new meaning due to the fast advances in the technology and information age [12]. The planning in the facilities and production systems must be well supported with an analysis of plant distribution to achieve excellence and remain competitive in the markets. According to [13] there are reasons to believe that the plant distribution design will be one of the most important fields in the future since it represents one of the most promising areas to improve the productivity and competitiveness against hyperconnected customers.
The concept about plant distribution design in a context of industry 4.0 must change regarding the traditional design: the new plants that incorporate the industry 4.0 approach should be modular, flexible and their configuration of production system should adapt to changes in real time without incurring costs in order to produce personalized products. However, there is no evidence of any methodology of distribution plant design that considers the novel inherent aspects in Industrial 4.0. For this reason, in this article, a methodology is proposed to solve the problem of plant distribution design and redesign with a novel modular and simulation approach under an industry 4.0 context. The presented methodology, called SLP Modulary 4.0, which means (systematic Layout planning based on a modular vision under a context of "industry 4.0"), is an adaptation of the Methodology "SLP" (Systematic Layout Planning), and the methodology recently proposed by [14] which incorporates a series of steps organized sequentially to address the problem of plant distribution view from the concept of production systems and plant design. In addition to the modular approach and the context of industry 4.0, the new methodology incorporates the integrated design of systems (IDS) which are computer tools that allow working with several softwares such as CAD design, simulation and information systems with platforms in the cloud in a collaborative way.
The rest of the article is organized as follows: In section 2, the proposed methodology for the plant distribution design is presented. In section 3, the previous methodology is applied to a specific case study, while in section 4, the results obtained are analyzed. Finally, in section 5, the conclusions of this work and some final comments are presented.
2. Proposal of methodology for the plant distribution design in a context of industry 4.0
The methodology proposed in this research aims to design the layout of industrial facilities and production systems using simulation and a modular vision under a context of "Industry 4.0". The methodology can be used in the plant distribution design of new facilities or for the redesign of existing facilities, for any type of industry. The proposed methodology is based on the modular and flexible concept, these concepts are linked to the intelligent factory where the plant distribution will no longer be fixed type, but configurable by the modularity concept that is adaptable to changes in the productive process, it means that, facing the personalized products, the plant must be able to adapt to any change in real time.
From the methodology it is also proposed to use virtual reality simulation in order to observe and analyze any scenario that can appear with different problems related to the demand and the production system, with this, it could be possible to analyze the factors that relate the production systems and the industry 4.0. Therefore, the advantages of the modular approach and the simulation in the methodology will allow the designer to take more accurate decisions regarding the plant distribution and all the factors that are part of it.
Below, in Fig.1 the scheme of the proposed methodology is shown. This methodology consists of 8 stages to guide the designer to take the most accurate decisions when facing the problem of plant distribution, the phases indicated in the red box show the approach of The Industry 4.0.

The proposed methodology has incorporated into its structure the so-called integrated system design see Fig.2 which is based on collaborative systems, relationship of design software, simulation and data systems in the cloud as a database. The appropriate use of these tools can save costs and time because of the imitation of the real model through a computer model before it is definitely built. The right use of these tools from the first to the last phase of the methodology will allow achieving a project according to the real system for its subsequent implementation.

Source: The authors.
Figure 2 Relationship of integrated design of systems for the industrial installation design.
The steps of the methodology represented in Fig.1 are described and analyzed in the following section by applying the case study to a coffee processing plant.
3. Methodology application to a coffee processing plant
To validate the proposed methodology, a case study has been taken to the distribution design of layout of a coffee processing plant located in the department of Nariño-Colombia. The design of this plant may represent a beginning to the design and assembly of industrial plants with an industry 4.0 approach in Colombia; the plant design will consider the industry 4.0 approach in terms of modularity and flexibility to be able to adapt quickly to changes after the personalized products production.
Next, the stages of the proposed methodology are analyzed through the case study:
3.1. Stage 1: analysis of products-quantities
This phase is the starting point of the methodology and refers to the study and analysis of the products and quantities that will be manufactured in the plant, that is why the following items should be analyzed at least to be taken into account in the design of the industrial installation: Market study and demand foresight, manufacturing strategy according to the degree of product personalization, type of plant distribution, capacity analysis of the product.
For the posed case study, a prior special study of the coffee products to be manufactured was conducted; for that, it was necessary to carry out a complete study of the products and quantities to be produced.
3.2. Stage 2: analysis and representation of the productive process
In the analysis and representation of the productive process, material flows, information, distances, cycle times, work stations, inventories, etc. are identified. Different types of representation of the production process can be used such as the analytical, synoptic, process flow, block diagram, etc. When making the representation of the diagram it is also necessary to identify the type of technology that will be used, which can be classified into 3 categories: 1. Conventional technology. 2. Semi-automatic technology. 3. Automatic technology. [15].
For the case of the coffee processing plant, the process is defined and represented taking into account that it must ensure flexibility and fast configurations for the correct transformation of its products; the machines used in the process are automatic. The representation of the process is shown in Fig.3 and its activities are: Reception (1), weighing and storage of dry parchment coffee (2 and 3), Cleaning (4), automatic coffee transport until threshing (5), threshing and selection of almond coffee by size (6), automatic transport of coffee (7), storage of coffee in silos (8), selection of coffee by defects (9), storage of coffee in silos (10), roasting and cooling in 18 kg coffee batches (11), automatic transport of green coffee from silos to toaster machine (12), automatic roasted coffee transport from toaster machine to silos (13), silos of roasted and ground coffee storage (14), Grinding (15), dosing (16), coffee packaging and labeling (17) and storage of finished product (18).

3.3. Stage 3: analysis of factors and limitations
The factors in a production plant are those that intervene in the productive process in a variable or susceptible way of variation and which alteration causes modifications in the result of the production process.
In this research, two groups of factor types have been classified. Table 1 shows some factors that have been taken into account in the design and plant distribution, however, depending on the project these factors may change.

3.4. Stage 4: Analysis of Area relationship
In this stage, an analysis is made about all the areas that will be part of the industrial installation, including the administrative area, service area, maneuvering yards and green areas. To address the analysis of the area relationship, below some techniques are expounded and they will help the planner to establish the optimal location of everything that requires space in the most efficient way possible. The techniques analyzed in this section are the diagram of area relationship, worksheet, block and flows dimensionless diagram and studied by Stephens et al. [14]
3.4.1. Diagram of area relationship
The diagram of area relationship for the case study of the coffee processing plant is represented in the diagram in Fig. 4, for that, 20 areas were identified and analyzed following the codes of proximity needs.

This diagram shows the relationships that exist or not between all the areas of the industrial installation according to their level of importance of being close or not; in order to represent the relationships of the areas in a logical manner and to classify the intensity of these relationships, it employs the relational diagram of areas, which consists in representing the proximity needs between each area and the rest according to some defined proximity factors which are represented by a letter code, following a scale that decreases in the order of the five vowels: A (absolutely necessary), E (especially important), I (important), O (Ordinarily important) and U (Unimportant); the undesirability is represented by the letter X.
3.4.2. Worksheet of area relationship
The worksheet is an intermediate stage between the area relationship diagram and the block and flow dimensionless diagram since it identifies the areas relationships that exist for each factor, obtaining the basic data to elaborate the block dimensionless diagram. Table 2 shows the worksheet for the case study, in this table you can see the level of importance that each area has in being together with others.

3.4.3. Flow and block dimensionless diagram
The block dimensionless diagram is the first representation attempt of the plant distribution; this is the result of the area relationship diagram and the worksheet. Even though this distribution is dimensionless, that is, there are no dimensions or detailed analysis of the elements that will be part of each area; it will be the basis for making the master distribution of the layout.
Also, once the block dimensionless diagram has been made, a flow analysis is conducted according to the process diagram that has been previously represented, which must start from the reception of the raw material to the storage and shipment of finished products. An important aspect to take into account in this diagram is the modularity and flexibility by which the layout will be design later. Figure 5 shows the block and flow dimensionless diagram for the coffee processing plant.

3.5. Stage 5: analysis of the relation of spaces
This stage must be worked in depth taking into account architectural and Industrial Engineering concepts, in this way it allows to achieve a layout according to the needs of the production system and Industry 4.0.
To make the analysis of spaces relationship, it must be taken into account the aspects that are exposed in the following subsections:
3.5.1. Spaces design that includes the concept of modular distribution
For this research it has been proposed to work as shown in Fig. 6 a system of markings for the modular design of the layout, this design makes it possible that the different routes that have to execute the transport systems, maintenance, machinery and physical facilities (walls) are conducted in a flexible way.

Source: The authors.
Figure. 6 Representation of route flows for transport and maintenance systems. a) Flexible route design, b) Flexible layout design, c) Flexible route design in an area with equipment and machinery.
In Fig. 6 (a) there are 4 rout trajectories (R1, R2, R3 and R4) that the handling and transport systems can follow according to their programmed destination. The delineations of the marks for the tours will be special and must not influence the way of producing the products, these markings are only a guide so that the plant can be modular flexible and configurable to changes in real time. The rout flows for the transport and handling systems will be marked along with RFID or QR labels, these systems will communicate with the transport and handling systems and will allow guiding them according to the route programming they must carry out.
3.5.2. Analysis of factors (production and Industry 4.0) on the layout.
In stage 2 the factors related to production and Industry 4.0 are analyzed, in this stage they must be designed and located in the different areas according to their function, for this the CAD (Computer aided design) systems are used to conduct the design of these factors and their relationship and location on the layout, this allows to take decisions before finally building the installation, for the plant design with an approach of industry 4.0, the CAD design will be fundamental in all aspects that relate the modular and flexible concept.
Following the case study, Fig.7 shows the layout design of the coffee processing plant. The design follows the areas analyzed previously in the relationship diagram; the facilities of this plant were designed in a modular way, that is to say that the walls, machines, equipment and other factors can be configured according to production requirements.

3.5.3. Simulation of the plant productive process
Once the complete design of the layout is obtained, a simulation of the productive process is made according to the configurations that can be made after the customized products production. The simulation will allow analyzing the production process in terms of capacities, line balancing, inventories, routes, etc., according to a real operating context.
3.6. Stage 6: generation of design alternatives
3.6.1. Definition of criteria / indicators
Depending on the activity of the layout design project that is being conducted, the criteria may change, for the case study some criteria have been defined to be considered for the layout evaluation, such as:
Manpower: Reduce or make flexible workers at the time to do multiple tasks.
Production capacity: Maximum utilization of the production capacity of the machines and the plant.
Flow of route material: Refers to minimize the distances traveled by the materials within the process.
Cycle time: Refers to minimize the time that it takes to produce a number of products in a specific time.
Cost: Refers to minimize costs related to the handling of materials inside the plant.
3.6.2. Generation of layout alternatives
It is recommended to generate simulation scenarios for each layout made in order to evaluate their behavior and functionality. To generate the scenarios it is necessary to follow a simulation methodology, in this case it is recommended to follow the simulation methodology of discrete events proposed by Giménez et al. [16]
In the case of the coffee processing plant, 2 layouts alternatives were initially represented as shown in Fig.8,

Source: The authors.
Figure. 8 Distribution alternatives for the coffee processing plant. a) Layout alternatives 1, b) Layout alternative 2.
In Fig. 8 (a) shows the representation of the route of flow material, a bottle neck is also analyzed in the roasting work station, according to the simulation conducted; after this it is proposed a second scenario Fig. 8 (b) in which 2 roasting machines are incorporated and a new layout is configured for the route of the material and the operators.
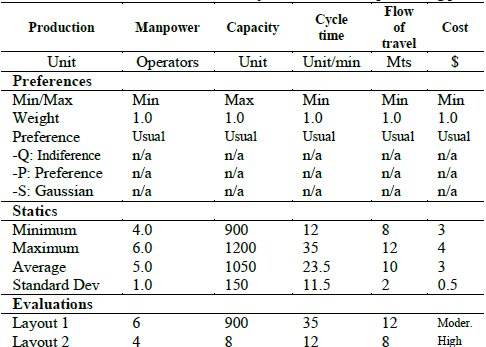
3.7. Stage 7: multi-criteria evaluation
The multicriteria evaluation is conducted in order to know which layout will be the most suitable for the final design of the plant. To do this, first of all, the alternatives are evaluated according to some established criteria with their respective weighting scales; to do this the following steps are followed (see Fig.9).

Define the actions: The actions refer to the possible alternatives that one wish to evaluate, for our case they will be the layouts.
Define the criteria: The criteria can be qualitative or quantitative and are defined according to what one wants to evaluate in the project.
Model the preferences: That is, how two actions are compared, the possible results can be of type (preference, indifference, incomparable).
The multicriteria evaluation for the case of layout designs of the coffee processing plant was made through the Visual-Promethee Version 1.4 program, taking into account the 3 previous steps, the results are shown in Table 3, the data is evaluated according to the criteria previously defined, from which it could be concluded that the best option is Layout 2.
3.8. Stage 8: selected design
Finally, according to the designer's decisions about the type of evaluation conducted to define the best layout, a definitive layout design will be obtained for its implementation. The final layout must contain detailed information of the entire production system, in accordance with current regulations and the consideration of being flexible in the case of Industry 4.0.
Also, in this phase it is necessary to make plans, videos and images about the final layout in order to show the results obtained, as shown in Fig.10 the selected and finished layout design of the coffee processing plant.

4. Conclusions
The methodology proposed for the design of plant distribution is based fundamentally on the approach of the industry 4.0, because nowadays the new industrial facilities built to be competitive in the market must include the integration of the information and automation systems in their system, the planning of the layout design therefore must be done in a modular, flexible and adaptable way to changes according to customer demand. Although the term of industry 4.0 is something new and all the plant designs that are built will have to define new layout design terms of the intelligent factory.
The smart factory is not far from being conceived for the coming years, since nowadays all the elements that are part of the industry 4.0 already exist, for this reason it is necessary to continue studying how to integrate the different factors of Industry 4.0 and production to work according to the specific distributions of layouts.
The modular design of the facilities with respect to their production system will allow all the factors that are part of it to be easily adapted to configurations after the production of personalized products or the introduction of new products.

