











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
Permalink1. Introduction
In 1992, in Rio de Janeiro (Brazil), the United Nations came to define the basic principles of what is known as Sustainable and Sustainable Development (United Nations 1987). Implementation of these principles seeks to maintain a balance of the global ecosystem, in terms of ecological preservation, use of resources, as well as, the reduction of hunger, disease and poverty. In acoustics, this agenda, known as Agenda 21 [1], specifically defines:
The reduction of noise levels: noise levels that induce hearing impairment are unacceptable.
Noise that decrease in quality of life, causing sleep disturbances, word interference and / or severe nonconformity is unacceptable.
Noise that interferes with spoken communication, learning and teaching is unacceptable.
In addition to the problem of noise, the Brundtland Commission [2] also defines as a basic precept that sustainable development also includes development with minimum energy and material consumption, also, mainly low-weight constructions made of recyclable material obtained from machinery, vehicles and others.
In that sense, this research seeks to contribute to the development of Colombian industry, through the creation of specialized acoustic systems, capable of competing in the market for quality and innovation.
Mechano-acoustic systems have been described in the past by several authors [3] [4] [5] [6]. Electroacoustic transducers, partitions, acoustic barriers, mufflers, and acoustic conditioning systems, such as the acoustic panel that is developed in this research, are examples of applications of these systems.
Acoustic conditioning systems have been fully described by Trevor Cox and Peter D'Antonio [7]. Among these systems we find absorbers and acoustic diffusers, designed conditioning of study rooms, conference rooms, theaters, acoustics chambers and, in general, sites that require acoustic treatment. This acoustic treatment is carried out to adjust reverberation time, early room reflections, and others acoustic parameters to homogenize sound field.
Likewise, acoustic insulation systems have been widely described by Randall F. Barron [8] as examples of them we have partitions, barriers and silencers. These systems mitigate the sound transmission in adjacent rooms, structural noise, airborne sound transmission, and minimize the sound pressure levels between the exterior and interior of a building.
Both types of systems, conditioning and insulation, are applied in construction. Therefore, developing and applying this natural fiber to improve acoustic performance of these acoustics systems energizes the economy of a society, and impact the environment in a significant way. All the above, based on based on the principles of sustainable construction [9] [10] as well as acoustic applications of this systems [11] [12] [13].
2. Methodology for the design of the acoustic-mechanical system
The methodology implemented for the design and measurement of the perforated acoustic panel filled with guadua fiber is shown in Figure 1.

At first, it is necessary to obtain guadua fiber from the plant trunk which was used to fill the perforated panel; this process was done in manual way. Secondly, with the fiber obtained samples to be used in the measurement system were elaborated. Afterwards, absorption coefficient for central band frequencies between 125 Hz and 3150 Hz was measured. Subsequently, once the fiber was characterized, design and construction of the perforated panel for a specific frequency was done. Finally, the acoustic performance of the panel developed was tested in a room with high reverberation time.
2.1 Guadua fiber obtention
The guadua trunk used for obtaining the guadua fiber was taken from waste material implemented for other applications by the Guadua and Wood Research Group of the National University of Colombia, as shown in Figure 2a.

The guadua trunk was divided into internodes, as can be seen in Figure 2b, which were marked to identify each one of the specimens. Then, following steps presented in Figure 3, guadua fiber was obtained.

To begin, physical characterization of test pieces to obtain dimensions and weights was done. Then, it was necessary to determine a mixture content and fiber density for which the Colombian Technical Standard NTC 5525 [14] was used. Afterwards, fibers separation by a chemical process, inserting the specimens in a 10% sodium hydroxide solution for 72 hours was done, this step was complemented with manual brushing of the specimens with a fine metallic grating. Then, weight fiber as a function of the initial specimen was obtained. Finally, fiber samples for the measurement of absorption coefficient were armed.
2.2 Humidity content percentage
From the initial sample of guadua, seven specimens were obtained by initiating the process of determining the content of the mixture. Initial, green and anhydrous weight stablished for each specimen is presented in Table 1.

In order to obtain mixture content (CH), Equation 1 was applied.

Where, m represents specimen mass before the drying process and mo is specimen mass after drying process.
2.3 Sample density
According to standard NTC 5525 [14], to obtain the density of the samples, it is required to determine the mass in anhydrous state and the volume in green state. These values do not vary with respect to the climatic conditions. The values of anhydrous mass, volume in green state and density of each sample can be observed in Table 2. It is important to highlight, that samples average density is 0.45 kg/m3.

2.4 Elaboration of guadua fiber test samples
Separation and extraction of fiber was done by means of a mechanical-chemical method using sodium hydroxide. This element is an alkaline that manages to break bonds between lignin molecules in a 10% solution. By keeping the samples for approximately 120 hours, after which they are washed with water, the brushing of the samples was done with a metallic brush with thin ropes to obtain a very fine fiber. In Figure 4a, can be seen the samples in sodium hydroxide solution.

Each sample was brushed, and the fiber extracted considering that the outer bark of the guadua is harder, reason why it is impossible to remove it in its entirety, in Figure 4b fiber brushing process is observed. Once the process of brushing and manual extraction of the fibers was finished, the amount of fiber obtained from each sample was weighed wet and dry to proceed to assemble the test pieces to measure the absorption coefficient. The amount of fiber obtained per sample is referenced in Table 3.
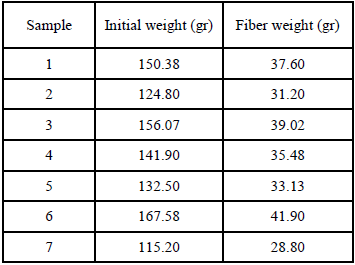
Total fiber obtained was 247.1 grams, and with this amount of fiber test pieces were processed. Because of the tube used for the measurement has an internal diameter of 4-inches, samples kept the same dimeter but with 1 -inch thickness and 20.5 grams weight. Finally, in order to do a comparison between guadua fiber and a typical absorption material, a sample of glass fiber was made.
To do a comparison among different guadua fiber compositions 12 test samples, based on NTC 5525 [14], with a weight of 20.6 grams were built. Likewise, to maintain the shape and dimensions of the comparison specimen and sample holder, the fiber of each of the specimens was compressed with a standard weight of 258308 grams in a circular mold with an internal dimension of 4 inch, and each sample was kept under this weight for approximately 5 days. Some specimens can be seen in Figure 5.

3. Results and discussion
In this section, the physical characterization, panel elaboration and acoustic measurements applying international standards are described.
3.1 Absorption coefficient measurement
Measurement process was carried out under the process standardized by ISO 10534-2 [15], measurement system characteristics and measurement process are described below. Tube dimensions, sample location and microphones positions can be seen in Figure 6.

Figure 6 Initial weight and fiber weight of the samples. Considering the parameters established in ISO 10534-2 [15], an absorbent material was added to avoid possible turbulence generated by the sound source. Likewise, the sample to be measured is placed in the sample holder.
Working frequency limit values for analysis were obtained according with ISO 10534-2. In that sense, distances needed for the measurements were defined through the following calculations.
Highest tube working frequency f u corresponds to

Here d is the internal diameter of the tube in meters (d=0.1016 m) and co is sound speed propagation (343 m/s). Thus, the higher frequency of work f u calculated using Equation 2 was 1687 Hz. The distance between the microphones s is calculated using:

On the other hand, lower frequency limit depends on the distance between the microphones and system accuracy, but as a rule, the distance between microphones should exceed by 5% the wavelength of the lowest frequency of interest, if the requirement of the distance between microphones is met. Lower tube frequency /¿ is obtained by means of Equation 6,

3.1.1 Calibration signals acquisition
During signals acquisition (calibration and measurement), analysis software enables the capture of amplitude and phase values at each microphone position. Once these initial data were obtained, signal processing was done in MATLAB. Microphones were set in position 1 and 2 (arrangement can be seen in Figure 6). The signal corresponding to the transfer is acquired H' 12 (w) in Figure 7.

When the microphone position is changed, then transfer function is obtained, H" 12(w). Once the transfer functions in position 1 and 2 were obtained, the calibration function was obtained by mean of Equation 7.

3.2 Sample measurement
Once the calibration function is obtained, the guadua sample No. 1 is located and the system is configured in position No. 1, to acquire the transfer function H' 12(w), still without correction. Overall setup may be seen in Figure 8.

3.4 Design of the perforated panel based in guadua
Sample 1 transfer function is shown in Figure 9. This same procedure was performed for each of the samples. The absolute value of the transfer function (once corrected) can be seen in Figure 10.


3.3 Absorption coefficient obtention
Once corrected sample signal is obtained, reflection coefficient and absorption coefficient were obtained. Table 4 shows absorption coefficients results found per octave band from 150 Hz to 3150 Hz. The average absorption coefficient of the twelve samples is shown below in Figure 11.



3.4 Design of the perforated panel based in guadua
According to the proposed theory, a perforated panel tuned to 476 Hz is designed. This to perform acoustic energy attenuation in medium-low frequency where acoustic panels and guadua fiber abortion coefficient presents good acoustic performance.
Panel design required to estimate two parameters. The first one was end tube acoustic correction, D'=D + 1,6a, where D is panel thickness (0,5 cm) and a is hole radius (0,5 cm). In this case D' = 1.3 cm. The second one was perforation percentage, p = πa 2/D1D2, where D1 and D2 are horizontal (5 cm) and vertical (4 cm) distance between holes, respectively. The percentage of drilling calculated was p = 0.03927. Finally, panel holes were evenly distributed over the surface and distance from the panel to the rigid wall was 4 cm. In Figure 12 the distance between panel holes can be seen.

The guadua sheet used for the acoustic panel construction has a thickness D equal to 0.5 cm and has a surface area of 1.2 m2 (1 m x1.2 m.). The equation used to determine the panel frequency of resonance was:

As said before, resonance frequency obtained with panel thickness and holes separation was 476 Hz. It can be analyzed that percentage of perforation is function of the distance between vertical and horizontal perforations, and the respective radius of each of them. If the distance between the vertical and horizontal perforations is increased, perforation percentage will be lower, and the resonance frequency will decrease, and if the distance to each perforation is not increased, but the radius of each of them, an increase in the resonance frequency of the panel will be produced.
It is also important to highlight that the distance D' of the panel to the back rigid wall influences the resonance frequency. Thus, as D' increases attenuation will be located at lower frequencies, and by reducing this distance the volume of air between the panel and the rigid wall decrease, and attenuation will take place in higher frequencies. In Figure 13, dimensions and constructed guadua panel are shown.

3.5 Experimental measurement of the panel
Measurement was done in accordance with ISO Standard 3382-2. First, reverberation time of a room at University of San Buenaventura (Bogotá-Colombia) with reflective materials was performed. Then, the panel was introduced into the room and the reverberation time was measured again. Thus, with the obtained values it was possible to make a comparison for both situations. In Figure 14 can be seen the room and panel position inside it.

Based on measurement results showed in Figure 15 can be concluded that, reverberation time values obtained with the panel show that the manufacture of a perforated panel with material made of guadua fiber is suitable for acoustic conditioning purposes (acoustic absorption in an enclosure). Specifically, this behavior can be observed when comparing the curves in Figure 15 where in all band frequency a significant reduction in reverberation time with the perforated panel can be observed. It should be emphasized that, if there is a greater surface area of the panel inside the room, in several sides of the parallelepiped that forms it, reverberation time values will have a more significant decrease, due to a greater absorption of the acoustic-mechanical element.
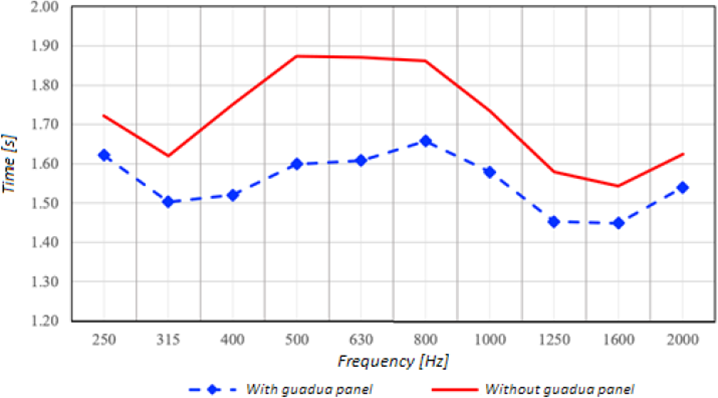
It is important to highlight that for a desired acoustic solution or application, it is recommended to make a preliminary reverberation time prediction with room surfaces and materials, and then, to estimate appropriated acoustic absorption value considering panel surface.
Finally, panel acoustic absorption coefficient with and without guadua fiber is showed in Figure 16. In this case, maximum acoustic absorption is occurring at 500 Hz center band frequency, where panel resonant frequency was designed for both cases. On the other hand, when the panel is filled with guadua fiber there is an increase in acoustic absorption amplitude and bandwidth.

4. Conclusions
The present work describes the complete process to build a perforated panel from bamboo fiber. In the first instance, it was necessary to obtain guadua fiber employing a mechanical-chemical method using sodium hydroxide. Subsequently, characterization of certain physical parameters of the fiber, such as humidity and density, was carried out. This with the purpose of obtaining a material that has the desired acoustic-mechanical properties.
Measurement of acoustic properties of the material was carried out under current international standards (measurement of the absorption coefficient - taking into account corrections that must be made with respect to the calibration of the system and the measurement system), in order to finally carry out the design of the perforated panel.
Likewise, panel behavior within a room was validated, based on reverberation time measurement of the room with and without the panel. These results report a significant decrease in the reverberation time, which means that the panel fillet out with guadua fiber is a product that meets the acoustic requirements that were raised, in accordance with the principles of Sustainable Development.

