










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista ION
Print version ISSN 0120-100X
Rev. ion vol.28 no.1 Bucaramanga Jan./June 2015
para la producción de etanol en cultivo discontinuo
utilizando Saccharomyces cerevisiae
Leidy Patricia Quintero Mora*; Yenis Martínez Castilla; Josman Andrey Velasco Mendoza; Ashly Arévalo
Rodríguez; Yaneth Amparo Muñoz; Néstor Andrés Urbina Suarez
Universidad Francisco de Paula Santander (UFPS), Avenida Gran Colombia No. 12E-96, Cúcuta, Colombia.
* Patriciaquintero@hotmail.com
Fecha Recepción: 16 de julio de 2014
Fecha Aceptación: 25 de enero de 2015
El presente trabajo de investigación tuvo como objetivo producir etanol utilizando un jarabe glucosado elaborado a partir de residuos de papa, naranja y yuca, por cultivo discontinuo como una alternativa para el manejo de los residuos generados. Para cumplir con el objetivo planteado se utilizaron cepas Saccharomyces cerevisiae, una cepa nativa (LYP) y una cepa control (CTL) obtenida del Cepario de la Universidad. Posteriormente, para la elaboración de los medios de fermentación los residuos se sometieron a un tratamiento de hidrólisis química con ácido clorhídrico al 2%v, temperatura de 75°C y 8 horas, estos parámetros fueron seleccionados como resultado del análisis estadístico del diseño factorial 33 el cual encontró diferencias estadísticamente significativas (p≥0,05) en las variables evaluadas sobre la generación de azucares reductores. Finalmente, se realizaron fermentaciones de 500ml a 30°C 150rpm con base en un diseño factorial 42 para la evaluación de los sustratos fermentativos y el microorganismo fermentador, en donde se encontró que no existen diferencias significativas (p≥0,05) tanto para los sustratos como para las cepas: control (CTL) y nativa (LYP), en la producción de etanol. Sin embargo, en las interacciones entre variables si se encontraron diferencias altamente significativas (p≤0,05), la mayor producción de etanol obtenido fue de 3,15 y 2,6%v para la cepa LYP y CLT, respectivamente, cuando se emplearon los jarabes de naranja y yuca como fuente de carbono.
Palabras clave: Hidrólisis química, etanol, residuos agroindustriales.
wastage in discontinuos cultivation using Saccharomyces cerevisiae
The present research aimed to produce ethanol using glucose syrup made from potato, orange and cassava wastage, using discontinuos cultivation as an alternative to handle the wastage generated. In order to meet the main objective two strains of Saccharomyces cerevisiae were used, a native strain (LYP) and control strain (CTL) obtained from the strain stock of the University. Subsequently, for the preparation of the fermentation mediums, the wastage was subjected to a chemical hydrolysis treatment with hydrochloric acid 2%v, at a temperature of 75°C for 8 hours, these parameters were selected as a result of statistical analysis of the factorial design 33 which throws statistically significant differences (p≥0.05) in the variables evaluated on the generation of reducing sugars. Finally, 500ml fermentations were performed at 30°C, 150rpm based in a factorial design 42 in order to evaluate the fermentative substrates and fermenting microorganism, where no significant differences were found (p≥0.05), for both substrates and strains: (CTL) and (LYP), in ethanol production. However, regarding the interactions between the variables, some highly significant differences were found (p≤0.05), the highest production of ethanol obtained was 3.15 and 2.6% for strains LYP and CLT respectively, when they used the orange syrup and cassava as carbon source.
Keywords: chemical Hydrolysis, ethanol, waste.
laranja para a produção de etanol em cultivo
lote usando Saccharomyces cerevisiae
A presente pesquisa teve como objetivo produzir bioetanol utilizando um xarope de glicose feita a partir de residuos de batatas, laranjas e mandioca, para o cultivo de lote, como uma alternativa para a gestão dos resíduos gerados. A cepa nativa de Saccharomyces cerevisiae, e uma estirpe de controle obtido a partir da coleção de cultura da Universidade foi usado para atingir o objetivo. Em seguida, para a preparação de meios de fermentação de resíduos foi usada uma hidrólise química utilizando ácido clorídrico 2%v, 75°C e 8 horas, estes parâmetros foram seleccionados como um resultado da análise estatística planejamento experimental 33,apresentando uma diferença estatisticamente significativas (p≥0,05) nas variáveis avaliadas na geração de açúcares redutores. Finalmente fermentações 500ml foram realizados a 30°C 150rpm com base em um planejamento fatorial 42 para avaliação de substratos de fermentação e fermentação do microorganismo, onde não foran encontradas diferenças significativas (p≥0,05) para ambos os substratos como para as estirpes: controle (CTL) e nativos (LYP) na produção de etanol. No entanto interações entre as variáveis se diferenças significativas (p ≤ 0,05), aumento da produção de etanol obtida foi encontrado 3,15 e 2,6%v para tensão LYP e CLT, respectivamente, quando utilizado laranja e mandioca como fonte de carbono.
Palabras-chave: Hidrólise química, etanol, resíduos agro-industrial.
Cita: Quintero Mora LP, Martínez Castilla Y, Velasco Mendoza JA, Arévalo Rodríguez A, Muñoz YA, Urbina Suarez NA. Evaluación de residuos de papa, yuca y naranja para la producción de etanol en cultivo discontinuo utilizando Saccharomyces cerevisiae. rev.ion. 2015;28(1):43-53.
A nivel mundial, la preocupación por el aprovechamiento de residuos ha tomado gran fuerza entre la comunidad científica y sobre todo a nivel industrial, en donde los procesos de transformación generan subproductos que pueden ser útiles en otras actividades. De hecho, estudios recientes han demostrado que las cáscaras de frutas como la naranja contienen antioxidantes que podrían tener un efecto benéfico en la salud humana [1]. Sin embargo, los residuos generados en las transformaciones agroindustriales y por las pérdidas pos-cosecha en Colombia aún no han sido aprovechados eficientemente, en parte, porque su valor es aún desconocido y, sobretodo, por la falta de métodos apropiados para la preparación y caracterización de sustancias con la suficiente calidad e inocuidad como para ser usadas en los procesos de mayor valor agregado [2].
Actualmente, el desarrollo de los recursos energéticos tiene fuertes implicaciones en la economía de los países y está estrechamente vinculado con el ambiente por el impacto negativo que genera sobre éste, lo cual hace necesario desarrollar acciones que en forma conjunta contribuyan a su solución. La generación de alternativas energéticas distintas a las convencionales obtenidas principalmente de la explotación del petróleo, ha conllevado al uso de materias primas naturales dando lugar a los llamados biocombustibles dentro de los cuales se destaca el bioetanol.
El etanol es considerado un recurso energético sostenible, puesto que ofrece diversas ventajas sobre los derivados del petróleo, como son: la disminución en la producción de gases invernadero, disminución del costo del combustible, mayor seguridad energética y apoyo a producciones agrícolas. Éste se obtiene a partir de microorganismos, los cuales realizan la fermentación de azúcares que se encuentran en productos vegetales, que pueden provenir de subproductos de grandes procesos industriales, para la producción del azúcar como la melaza. Emplear estos subproductos, como sustratos para ser fermentados y obtener etanol, generan una oportunidad importante en el desarrollo de nuevas formas de energía renovable y en los cuales se encuentre un desarrollo sostenible con el medio ambiente [3].
Para satisfacer plenamente la demanda de etanol como alcohol carburante a nivel mundial, se han desarrollado diferentes metodologías durante las dos últimas décadas y se han empleado diferentes sustratos no convencionales como materia prima para su producción, entre ellos los más competitivos son la caña de azúcar y el maíz, debido a que a partir de estos sustratos agroindustriales se logran alcanzar excelentes rendimientos; pero para abarcar y satisfacer la demanda actual de este combustible se requiere ampliar la cobertura de los cultivos y/o sustratos destinados para tal fin [4]
La búsqueda de alternativas en la producción de etanol a partir de materias primas no tradicionales, es necesaria debido al aumento de la producción del mismo en el mundo, el cual ha estado a la par con el desarrollo de nuevas tecnologías que permiten obtener alcohol a partir de residuos de: madera, desechos sólidos y todos los materiales que contengan celulosa y hemicelulosa, lo que permite revalorizar los residuos de varias industrias convirtiéndolos en materia prima para la obtención de etanol [5].
La importancia de trabajar con residuos orgánicos radica en que la producción actual de bioetanol es a través de cultivos energéticos los cuales deberían destinarse para el consumo humano, como por ejemplo los cultivos de caña y maíz. Los residuos orgánicos que se emplearon para la producción de este biocombustible en esta investigación no representa la posibilidad de disminuir un alimento útil para el ser humano que afecte su alimentación, ya que por el contrario estos están generando un problema ambiental en la central de abastos.
Actualmente, parte de los residuos orgánicos generados en la Central de Abastos de la ciudad de Cúcuta, se encuentran en estado de descomposición, unos en mayor grado que otros. Un pequeño porcentaje de los mismos son tratados en una planta de compostaje dentro de la central, el resto son llevados directamente al relleno sanitario desaprovechando el posible uso que se le podría dar a estos residuos. La presente investigación surge con el objetivo de evaluar el potencial que pueden tener los residuos orgánicos, tales como: cáscaras de naranja, desechos de papa y yuca de la central de abastos de la ciudad de Cúcuta, para la producción de etanol como biocombustible, a partir de los cuales se pueden obtener jarabes mediante hidrólisis química para ser utilizados como sustratos en procesos fermentativos utilizando un cepa nativa de Saccharomyces cerevisiae como microorganismo fermentador, generando de esta manera un valor agregado para los mismos y contribuyendo así en la búsqueda de nuevas materias primas que sustituyan a las tradicionales materias azucaradas para tal fin.
Microorganismo
Se utilizó una cepa nativa de Saccharomyces cerevisiae (LPY) aislada de una bebida artesanal fermentada del municipio de Durania, Norte de Santander, en un trabajo de investigación previo por Arévalo [6]. Como control se utilizó una cepa de Saccharomyces cerevisiae (CTL) del cepario del Centro de Investigaciones Agrarias y Ambientales, de la Universidad Francisco de Paula Santander. Las cuales fueron incubadas a 28 +/- 2°C durante 3 días en agar Sabouraud para su activación.
Residuos Orgánicos
Las muestras de los residuos de papa, yuca y naranja fueron tomadas al azar de la central de abastos de la ciudad de Cúcuta CENABASTOS PROPIEDAD HORIZONTAL, específicamente de las bodegas de mayoristas que comercializan estos productos, lo cual facilitó su recolección. Posteriormente estos fueron lavados y secados a 85°C durante 2 horas. Finalizado el tiempo de secado, los residuos fueron molidos y tamizados con una malla #60, obteniendo las harinas usadas para la elaboración de los diferentes medios de fermentación.
Hidrólisis química
Para determinar las parámetros de hidrólisis llevó a cabo un diseño factorial 33 con tres concentraciones ácido clorhídrico (2, 3, 4%v) temperatura (45, 60, 75°C) y tiempo de acción (20, 30 y 45 minutos) donde se tuvo como variable de respuesta la concentración de azúcares reductores liberados, los cuales fueron determinados mediante técnicas colorimétricas utilizando el reactivo 3,5-ácido dinitrosalicilico (DNS) [7]. Para el proceso de hidrólisis se preparó una solución de harina con una concentración de 100 g/L en agua destilada [8], con la harina obtenida a partir de cada residuo en el pre-tratamiento, posteriormente se adicionó el ácido clorhídrico relación 1:1, mililitros de solución de harina de papa o yuca- mililitros de ácido. En el caso de la harina de naranja la solución se realizó directamente en ácido. Las soluciones se llevaron a un baño maría durante el tiempo establecido en el diseño factorial. Las soluciones se filtraron con papel filtro y al jarabe obtenido se le ajustó el pH entre 4-4,5 con NaOH 5N para posteriormente preparar el medio de fermentación.
Medio de fermentación
Como sustrato y fuente de carbono se utilizó el hidrolizado obtenido de cada tipo de residuo (papa, yuca y naranja), el pH fue ajustado a 4,5 ± 0,2 con NaOH 5N, el medio fermentativo fue suplementado con urea, Fosfato diamónico (DAP), MgSO4.7H2O en concentraciones de 700ppm, 571ppm, 1g/L, respectivamente. Los azúcares fueron ajustados a un valor correspondiente al 5% suplementando el medio con glucosa.
Fermentación
La preparación del inóculo se realizó a partir de un cultivo joven de la levadura, para esto se preparó una suspensión celular en solución salina 8,5g/L estéril hasta obtener una turbidez igual al patrón 5 de McFarland. Posteriormente, se inoculó en cada medio fermentativo a base de los residuos a evaluar (papa, yuca, naranja y la mezcla entre ellos), se dejó incubando 24 horas, a una temperatura de 30°C, 150rpm y pH de 4,5. La fermentación alcohólica para cada unidad experimental se llevó a cabo en un reactor con un volumen efectivo de trabajo de 500mL. El proceso se realizó a una temperatura de 28°C + 2°C, 150rpm y pH entre 4,5 - 5.
Diseño experimental
La Tabla 1 describe el diseño factorial 42 para los ensayos de fermentación con dos repeticiones para un total de 16 experimentos, con la finalidad de evaluar no solo el sustrato de fermentación sino el microorganismo fermentador, para lo cual se utilizó cepa nativa de Saccharomyces cerevisiae y una cepa control de Saccharomyces cerevisiae obtenida del Banco de Cepas de la Universidad Francisco de Paula Santander. Para ello se tuvo como variable de respuesta la concentración de etanol producido, el cual fue determinado mediante la técnica de dicromato de potasio que se fundamenta en la reacción con el carbono presente en el etanol [9].

Análisis estadístico
El análisis estadístico de los resultados obtenidos en las etapas de hidrólisis química y fermentación, se llevó a cabo mediante un análisis de varianza multifactorial (ANOVA), con un nivel de confianza del 95%, en el software STATGRAPHICS centurión XV.II
Seguimiento y determinación de parámetros cinéticos
Para esto se tomaron muestras cada 2 horas para los respectivos análisis, determinación de la concentración de etanol, concentración de azúcares reductores y la concentración de biomasa celular. A partir de los datos obtenidos, se determinaron los rendimientos observados de biomasa a partir de sustrato (Yx/s) y de producto a partir de sustrato (Yp/s), así como también la velocidad específica de crecimiento (μ).
Hidrólisis química
La Tabla 2 relaciona los valores promedios obtenidos en el diseño experimental 33 de la hidrólisis química. Al realizar el análisis estadístico, dentro de los efectos principales en el análisis de varianza multifactorial se encontró que las tres variables: concentración de ácido, tiempo de acción y temperatura, generan un efecto estadístico altamente significativo (p≤0,05) sobre la generación de azúcares reductores, al igual que las diferentes interacciones posibles entre las variables estudiadas. Estos resultados son similares a los reportados por Kim y Hamdy [10] y a los reportados por Alarcón [11] quienes estudiaron estas tres variables: temperatura (60 y 95°C), concentración de ácido sulfúrico (1 y 5%v) y tiempo (1 y 5h), al analizar los datos en el software Manitab 15.0 se encontraron diferencias estadísticamente significativas entre los tres factores para el tratamiento del almidón.
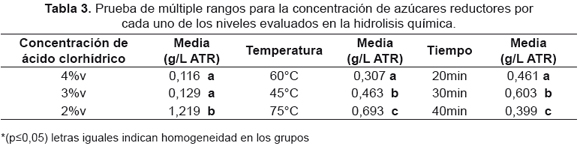
El análisis de varianza simple mostró que para cada una de las variables, el mejor nivel evaluado fue, la concentración de 2%v del ácido clorhídrico, 75°C de temperatura y tiempo de acción de 30 minutos, puesto que fue en estos niveles donde se evidenció la mayor liberación de azúcares reductores totales ATR, (ver Tabla 3), por lo que la estadística sugería trabajar con dichos niveles como parámetros de hidrólisis.
Durante el proceso de hidrólisis ácida además de producirse azúcares fermentables, se ha reportado que se generan productos de la degradación de los azúcares que inhiben el metabolismo del microorganismo fermentador, dependiendo de su concentración, provocando una producción deficiente de etanol. Los compuestos inhibidores de fermentación obtenidos a partir de los procesos químicos sobre materiales lignocelulósicos y almidón, son clasificados en tres grupos: derivados del furano o furaldehidos como el furfural y el 5-hidroximetilfurfural (5-HMF), ácidos orgánicos como el acético, fórmico y levulínico y compuestos fenólicos [12]. Así, la cantidad de dichos productos de degradación depende tanto de la composición de la biomasa tratada, como de las condiciones utilizadas en el pre-tratamiento, como temperatura, presión, tiempo, pH y adición de catalizadores. Mientras mayores sean estas variables se espera mayor generación de inhibidores. [13]
Sin embargo, al obtener valores medios de (ATR) tan bajos, es posible que no se haya realizado la hidrólisis completa de las moléculas de almidón presente en los residuos, al encontrarse el valor medio de ATR más bajo en la variable tiempo, se planteó la prueba del yodo, como una prueba adicional para determinar el tiempo en el que ya no hubiera acción hidrolítica significativa en la obtención de azúcares reductores.

La prueba consistió en preparar una solución de almidón y someterla a una temperatura de 75°C y una concentración de ácido clorhídrico de 2%v, cada hora se tomó una muestra de aproximadamente 3ml a la cual se le adicionaron 3 gotas de lugol, posteriormente se observaba el viraje de color, la prueba se detuvo cuando se observó que no había viraje significativo en color a negro. Se observó que a partir de la octava hora de hidrólisis no se observaba un cambio significativo en el viraje del color, por lo que se tomó esta hora como tiempo de finalización de la prueba. Finalmente, se preparó una solución de almidón y se sometió a hidrólisis utilizado 2%v de ácido clorhídrico, temperatura de 75°C y tiempo de 8 horas, finalizado dicho tiempo se obtuvo un aumento en la concentración de azúcares, con un valor de 8,71g/L, lo que evidencia que el aumento del tiempo de acción favoreció la hidrólisis del almidón. Finalmente, bajo el criterio de la mayor concentración de azúcares reductores obtenidos, se seleccionaron las condiciones de operación para el proceso de hidrólisis química, que fueron ácido clorhídrico al 2%v, temperatura de 75°C y 8 horas, para obtener los jarabes usados en la elaboración del medio de fermentación, de acuerdo con los resultados estadísticos obtenidos, revisión bibliográfica y la prueba de yodo.
Fermentación
El seguimiento a la producción de etanol en las fermentaciones con los jarabes obtenidos, se evidenció que la producción de etanol es muy baja como se observa en la Figura 1, y se presentó hacia las últimas horas del proceso. Debido a la deficiencia en la producción de etanol observada, probablemente a la poca disponibilidad de azúcares reductores se optó por la suplementación de cada uno de ellos con glucosa ajustando este requerimiento al 5% del volumen efectivo de la fermentación. La producción de etanol a partir de las cepas utilizadas evidenció que su comportamiento fue similar en cada uno de los jarabes suplementados (ver Figura 1), obteniendo como resultado la mayor producción de este metabolito a partir del sustrato del jarabe de naranja. Este resultado sugiere que debido al alto grado de descomposición de los residuos hacen necesario suplementar los jarabes puesto que la fuente de carbono obtenida del tratamiento de hidrólisis química no es suficiente para obtener rendimientos óptimos en la producción de etanol.
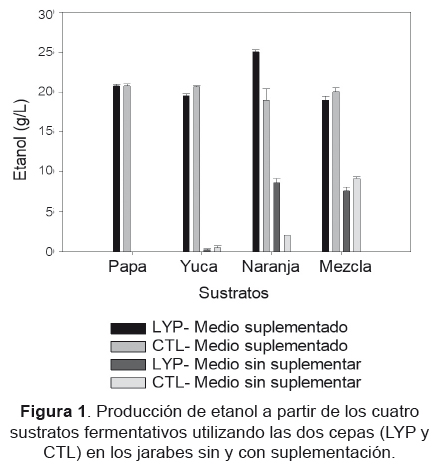
Los valores de etanol alcanzados en los jarabes suplementados y sin suplementar de papa son superiores a los reportados por Sossa et al. [12] quienes evaluaron un sistema discontinuo secuencial compuesto por células de Bacillus licheniformis para la hidrólisis de almidón de papa y Saccharomyces cerevisiae para la producción de etanol a partir del hidrolizado, obteniendo porcentajes bajos de etanol 0,47 y 0,74%v, tanto en células libres como inmovilizadas, respectivamente. En otras investigaciones realizadas con almidón de yuca se reportan valores de 44,4 y 66g/L de etanol empleando α-amilasas y glucoamilasas en la hidrólisis enzimática en un proceso de sacarificación fermentación [13]. En la Universidad Nacional de Colombia, Monsalve et al. [14], obtuvo etanol a partir de cáscaras de banano y almidón de yuca mediante hidrólisis ácida con ácido sulfúrico y fermentación con Saccharomyces cerevisiae y Zymomonas mobilis con concentraciones cercanas al 8%v de etanol. Por otra parte, en una investigación realizada por Tejeda et al. [15] para la producción de etanol a partir de la fermentación alcohólica de jarabes glucosados derivados de cáscaras de naranja y piña empleando hidrólisis química con ácido sulfúrico al 5%v y temperatura de 120°C logran obtener 13,98g/L de etanol en cáscaras de naranja y 1,22g/L de etanol en cáscaras de piña. Estos valores son inferiores respecto a los obtenidos en esta investigación empleando hidrólisis ácida con ácido clorhídrico diluido a bajas temperaturas
Diseño experimental
Dentro de los efectos principales al estudiar los resultados en el software (Tabla 4), se encontró que no existen diferencias significativas (p≥0,05) en la producción de etanol (g/L) utilizando como sustratos fermentativos los jarabes obtenidos después de un proceso de hidrólisis de los residuos de papa, yuca, naranja y una mezcla entre ellos, por lo que al utilizar cualquiera de éstos se pueden encontrar resultados similares en los rendimientos de etanol. Tampoco se encontraron diferencias significativas (p≥0,05), en la producción de etanol (g/L) a partir de los jarabes estudiados utilizando como microorganismos fermentadores una cepa de Sacharomyces cerevisiae (cepa CTL) y una cepa nativa de Sacharomyces cerevisiae (cepa LYP). Lo que indica que en condiciones iguales de operación la cepa LYP y la cepa CTL tienen la misma capacidad de producción de etanol.
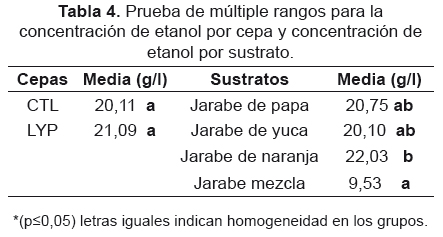
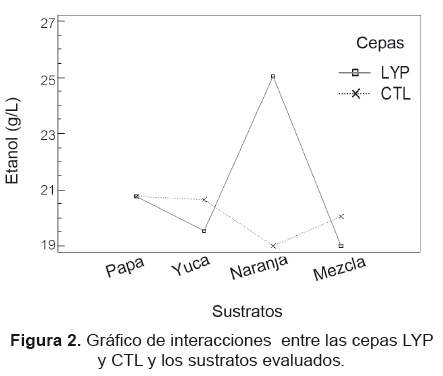
Sin embargo, al estudiar las interacciones entre las variables evaluadas, el tipo de sustrato fermentativo y el tipo de microorganismo fermentador, se encuentran que existen diferencias altamente significativas (p≤0,05) con respecto a la producción de etanol (g/L), ya que la capacidad fermentativa de las cepas LYP y CTL, en cada uno de los cuatro jarabes de fermentación (papa, yuca, naranja y mezcla) es diferente. Se observó que el mejor comportamiento de las cepas LYP y CLT fue en los jarabes de naranja y yuca respectivamente, con valores de 25,05 y 20,65g/L en la producción de etanol. El comportamiento más desfavorable de las cepas LYP y CLT fue en los jarabes mezcla y naranja, con valores de 19g/L cada una en la producción de etanol, (ver Figura 2). Cabe resaltar que la cepa control (CTL) presentó mejores resultados en tres de los cuatros sustratos evaluados frente a la cepa nativa (LYP) que solo presentó resultados superiores en el sustrato de jarabe de naranja. Los valores graficados son promedios de los resultados obtenidos.
Determinación de parámetros cinéticos
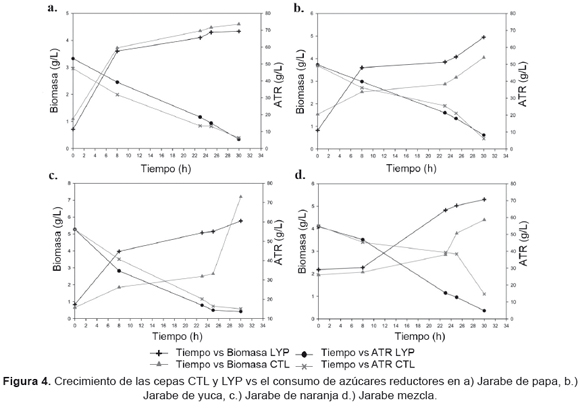
Las cinéticas realizadas para los jarabes muestran que el consumo de azúcares reductores en algunos casos fue deficiente respecto al crecimiento reportado de las levaduras. La Figura 3a y 3c señala la inhibición por sustrato que sufrieron los microorganismos, atribuible a la poca disponibilidad de azúcares que presentaron los sustratos y probablemente a ciertos productos de degradación de azúcares, de degradación de la lignina, componentes derivados de la estructura lignocelulósica y por último iones de metales pesados que se pueden dar en una hidrólisis química [16,17], por lo tanto, la producción de biomasa como la de etanol iba estar directamente afectada, como lo reportaron Fonseca et al. [18], los cuales postulan que el análisis de etanol en las muestras hidrolizadas tiene una relación directa con los azúcares presentes en el medio. Lo anterior generó que el medio tuviese que suplementarse con glucosa de tal forma que se pudiese evitar este tipo de inhibiciones. La Figura 4, muestra la relación entre las principales variables, la concentración de biomasa, azúcares reductores totales y etanol producido durante las 30 horas de proceso en las fermentaciones en las que se suplementó con glucosa. Se observó que el consumo de sustrato por el microorganismo y producción de biomasa es directamente proporcional al tiempo de proceso. La mayor concentración de biomasa alcanzada para las cepas LYP y CTL Fue de 5,78 y 7,2g/L, respectivamente, en el jarabe mezcla.
Los parámetros cinéticos fueron determinados en las fermentaciones en las que los medios fueron suplementados con glucosa y los valores obtenidos se encuentran en la Tabla 5. Los rendimientos de biomasa con respecto al sustrato son bajos puesto que lo que se deseaba era que la levadura utilizara el sustrato para la producción de metabolitos primarios y no para su crecimiento. Los rendimientos de biomasa más altos se encontraron en el jarabe mezcla para las dos cepas, 0,115 y 0,116, en esta fermentación la fase exponencial fue más larga agotando el sustrato disponible para la fermentación. Los valores de rendimientos de producto obtenidos de acuerdo con Boudarel [19] se encuentran dentro de los rangos de rendimientos experimentales los cuales varían entre 90 y 95% del teórico, es decir, de 0,469 a 0,485. Los rendimientos en la industria varían entre 87 y 93% del rendimiento teórico.


Para evaluar la bioconversión de la glucosa en etanol se aprecia que el mayor rendimiento observado para las cepas LYP y CTL se presentó en la fermentación con jarabe de naranja y jarabe de papa respectivamente (0,475 y 0,49) y los rendimientos más bajos se presentaron en el jarabe de papa para la cepa nativa y en el jarabe de naranja para la cepa control. Los valores obtenidos en este trabajo son inferiores a los reportados por Gonzales et at. [3] quienes mediante la hidrólisis enzimática para el almidón de papa y adición de un promotor en una concentración de 0,2mg/kg de sustrato hidrolizado, obtuvieron un rendimiento de etanol del 0,5. Sin embargo, los resultados obtenidos son superiores frente al estudio realizado por Castaño et al. [13], en donde utilizando procesos de sacarificación-fermentación simultáneos (SSF) mediante hidrólisis enzimática obtuvieron rendimientos de 0,41 y una productividad de 1,02g/L.h. Finalmente, se observó que a medida que las velocidades específicas de crecimiento disminuyen se observa un aumento en la productividad de etanol y por tanto en la eficiencia de la fermentación, esto es debido a que el microorganismo está metabolizando los azúcares liberados en el proceso de hidrólisis por la vía fermentativa para la producción del metabolito de interés y no está utilizando el sustrato para su crecimiento.
En el análisis estadístico realizado arrojó que para determinar las condiciones de operación de un proceso de hidrólisis químico se debe tener en cuenta variables como: temperatura, tiempo y concentración de ácido, ya que dentro de los efectos principales se encontró que estas variables generan un efecto estadístico significativo (p≤0,05) sobre la generación de azúcares reductores. El estado de descomposición de los residuos hacen que la cantidad de azúcares fermentables disponibles sea muy baja para utilizarlos como sustratos de fermentación en la producción de etanol, lo que hace necesario su suplementación con otra fuente de carbono como glucosa u otro residuo agroindustrial rico en azúcares fermentables para obtener mejores rendimientos en la producción de este metabolito.
Sin embargo, cabe mencionar que los valores de Yp/s obtenidos indican que existió un buen nivel de aprovechamiento del sustrato por parte del microorganismo. En general, la producción de etanol a partir de los sustratos es menor, frente a otras investigaciones en la producción de etanol de primera generación.
El análisis estadístico realizado para el proceso hidrolítico indicó que para determinar las condiciones de operación de un proceso de hidrólisis químico se debe tener en cuenta variables como: temperatura, tiempo y concentración de ácido, ya que dentro de los efectos principales se encontró que estas variables generan un efecto estadístico altamente significativo (p≤0,05) sobre la generación de azúcares reductores.
El estado de descomposición de los residuos hacen que la cantidad de azúcares fermentables disponibles sea muy baja para utilizarlos como sustratos de fermentación en la producción de etanol, lo que hace necesario su suplementación con otra fuente de carbono como glucosa u otro residuo rico en azúcares fermentables para obtener mejores rendimientos en la producción de este metabolito. Sin embargo, cabe mencionar que los valores de Yp/s obtenidos indican que existió un alto grado de aprovechamiento del sustrato por parte del microorganismo.
En general, la producción de etanol a partir de los sustratos evaluados es mayor, frente a otras investigaciones en la producción de etanol de segunda generación en las cuales se emplea como pre-tratamiento la hidrólisis química [15], pero menor frente a las cuales la hidrólisis es de carácter enzimático [13]. No obstante, aunque en la actualidad no se pueda reemplazar del todo el uso de los cultivos energéticos si se puede pensar en disminuir su uso, buscando otras fuentes que se puedan incluir en los procesos productivos y ser utilizados a la par; es allí donde esta investigación permite dilucidar dos beneficios potenciales: el disminuir hasta en un 1% el uso de azúcares provenientes de cultivos para consumo humano como maíz, remolacha y caña de azúcar haciendo uso de residuos que además de aportar una pequeña cantidad de azúcar, hace un gran aporte a la problemática medio ambiental ya que al ser aprovechados generan un valor agregado y se disminuye la acumulación excesiva de los mismos en rellenos sanitarios donde su manejo inapropiado puede repercutir en el detrimento medio ambiental.
Los residuos orgánicos siempre van a estar presentes tanto en la cadena productiva como en la alimentaria de las sociedades, convirtiéndolos en materia prima con potencial para la producción de energía de tipo renovable en forma de etanol, puesto que no tienen costo alguno y no compite con el suelo para la producción de alimentos. Dado que las concentraciones de alcohol alcanzadas no son competitivas frente a las obtenidas industrialmente a partir de sustratos tradicionales es imprescindible continuar investigando acerca del tema específicamente en las etapas de tratamiento de los residuos, que permitan mejorar los rendimientos en la liberación de azúcares simples para ser sometidos a fermentaciones alcohólicas con el objetivo de producir etanol.
[1] Londoño Londoño J, Rodrígues de Lima V, Lara O, Gil A, Crecsynski Pasa TB, Arango GJ, et al. Clean recovery of antioxidant flavonoids from citrus peel: Optimizing an aqueous ultrasound-assisted extraction method. Food Chemistry. 2010;119(1):81-7. [ Links ]
[2] Alzate Tamayo LM, Jiménez Cartagena C, Londoño Londoño J. Aprovechamiento de residuos agroindustriales para mejorar la calidad sensorial y nutricional de productos avícolas. Producción + Limpia. 2011;6(1):108- 27. [ Links ]
[3] González Fernández J, Molina Córdoba ME. Estudio de los factores que afectan la hidrólisis enzimática y el proceso fermentativo para la producción de alcohol a partir de papa (Solanum tuberosum). Ingeniería Revista de la Universidad de Costa Rica. 2006;16(1):27-37. [ Links ]
[4] Federación Nacional de Biocombustibles. ABC de los Alcoholes Carburantes. (Sitio en internet). Disponible en: http://www.fedebiocombustibles.com/v2/main-paginaid-5.htm. Acceso 27 de mayo de 2009. [ Links ]
[5] Hernandez Nodorsa M. Tendencias actuales en la producción de bioetanol (Sitio en internet) Facultad de Ingeniería. Universidad Rafael Landívar. Disponible en: http://www.tec.url.edu.gt/boletin/URL_08_ING01.pdf. Acceso el 16 de Julio de 2014. [ Links ]
[6] Arévalo Rodríguez AL, Urbina Suarez NA, Muñoz Peñaloza YA. Aislamiento de levaduras del género Saccharomyces nativas de Norte de Santander para la producción de etanol. En: Ramirez P, Laguado R, editors. VIII Semana de la Ciencia, Tecnología e Innovación; 2012 nov 14-16; Cúcuta, Colombia. Cúcuta: editorial; 2012. p. [ Links ]
[7] Miller GL. Use of Dinitrosalicylic Acid Reagent for Determination of reducing sugar. Anal. Chem., 1959;31(3):426-8. [ Links ]
[8] Yaptenco KF, Hiroaki S, Kojima TT, Tomohiro N, Suzuki T, Takano K, et al. Starch Gelatinization Kinetics in Coled-Stored 'Danshaku' Potato tubers (Solanum tuberosum L.). Food Preservation Science. 2000;26(6):315-21. [ Links ]
[9] Cely Illera CV, Velasco Mendoza JA, Celis Mora DA. Evaluación de cinco variedades de caña de azúcar Saccharum oficcinarum (CCSP89259, CC8475, CC8592, SP701284 Y CC87474) promisorias del valle del río Zulia en cuanto a la producción de alcohol etílico a escala piloto (tesis de Pregrado). Cúcuta, Colombia: Universidad Francisco de Paula Santander; 2009. [ Links ]
[10] Kim K, Hamdy MK. Acid hydrolysis of sweet potato for ethanol production. Biotechnology and Bioengineering.1985;27(3):316-20. [ Links ]
[11] Alarcón Elias AV. Producción de Bioetanol con Zymomonas mobilis (tesis de maestría). México D.F., México: Instituto politécnico Nacional; 2010. [ Links ]
[12] Millati R, Niklasson C, Taherzadeh MJ. Effect of pH, time and temperatura of overliming on detoxification of dilute-acid hydrolyzates for fermentation by Saccharomyces cerevisiae. Process Biochemistry. 2002;38:515-22. [ Links ]
[13] Mussatto IS, Roberto CI. Alternatives for detoxification of diluted-acid lignocellulosic hydrolyzates for use in fermentative processes: a review. Bioresource Technology. 2004;93:1- 10. [ Links ]
[14] Sossa Urrego D, Navarro Acevedo MA, Matiz Villamil A, Mercado Reyes M, Quevedo Hidalgo B, Pedroza Rodríguez AM. Inmovilización de Bacillus licheniformis y Saccharomyces cerevisiae para la producción de etanol a partir de almidón de papa. Universitas Scientiarum. 2008;13(2):149-61. [ Links ]
[15] Castaño HI y Mejía CE. Producción de etanol a partir de almidón de yuca utilizando la estrategia de proceso sacarificación-fermentación simultáneas (SSF). Vitae Revista de la Facultad de Química Farmacéutica de la Universidad de Antioquia. 2008;15(2):251-8. [ Links ]
[16] Monsalve JF, Medina de Pérez VI, Ruiz Colorado AA. Producción de etanol a partir de la cáscara de banano y de almidón de yuca. Dyna. 2006;73(150):21-7. [ Links ]
[17] Tejada LP, Tejada C, Villabona A, Alvear MR, Castillo CR, Henao DL, et al. Producción de bioetanol a partir de la fermentación alcohólica de jarabes glucosados derivados de cáscaras de naranja y piña. Revista Educación en Ingeniería. 2010;5(10):120-5. [ Links ]
[18] Olsson L, Hahn-Hagerdal B. Fermentation of lignocellulosic hydrolysates for ethanol production. Enzyme and Microbial Technology. 1996;18(5):312-31. [ Links ]
[19] Cantarella M, Cantarella L, Gallifuoco A. Spera A, Alfani F. Comparison of diff erent detoxifi - cation methods for steam-exploded poplar wood as a substrate for the bioproduction of ethanol in SHF and SSF. Process Biochemistry. 2004;39(11):1533-42. [ Links ]
[20] Fonseca Santanilla EL, Oviedo AM, Vargas IJ. Hidrólisis ácida de sustratos agroindustriales colombianos. Umbral Científico. 2006;8:5-11. [ Links ]
[21] Boudarel MJ, Blachere H. Contribution á l'étude de la Fermentation Alcoolique á partir de jus de Betteraves avec. Saccharomyces cerevisiae (tesis doctoral). Dijon, Francia: Université de Dijon; 1994. [ Links ]
