










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkBiotecnología en el Sector Agropecuario y Agroindustrial
Print version ISSN 1692-3561
Rev.Bio.Agro vol.9 no.1 Popayán Jan./June 2011
EFECTO DE LA TEMPERATURA Y VELOCIDAD DE LA LÍNEA DE COLGADO, EN EL PORCENTAJE DE PLUMA Y DESPIGMENTACIÓN DE AVES BLANCA Y CAMPESINA, DURANTE EL PROCESO DE ESCALDADO
EFFECT OF TEMPERATURE AND SPEED OF THE HANGING LINE ON THE PERCENTAGE OF FEATHER AND DEPIGMENTATION OF WHITE AND PEN CHICKENS, DURING THE SCALDING PROCESS
EFEITO DA TEMPERATURA E LINHA DE VELOCIDADE DE SUSPENSÃO DO PERCENTUAL DE PENA DE AVES E BRANCAS DESPIGMENTAÇÃO CAMPONESES DURANTE O PROCESSO ESCALDAGEM
DEYANIRA MUÑOZ M.1, NADY CAROLINA DÍAZ2, GERARDO CABRERA C.3
1 Msc. Facultad de Ciencias Agropecuarias. Departamento de Agroindustria. Universidad del Cauca.
2 Ing. Facultad de Ciencias Agropecuarias. Departamento de Agroindustria. Universidad del Cauca.
3 Msc., Ingeniero mecánico, Profesor Asociado, Universidad del Valle, Cali, Colombia.
Correspondencia: demunoz@unicauca.edu.co
Recibido para evaluación: 29 de Octubre de 2010. Aprobado para publicación: 9 de Marzo de 2011
RESUMEN
En este trabajo se reporta el efecto de la temperatura y velocidad de la línea de colgado, en el porcentaje de pluma y despigmentación de aves blanca y campesina, durante el proceso de escaldado. Los valores de operación de temperatura de escaldado y velocidad encontrados y acordes a los estándares de calidad reglamentados por el INVIMA, fueron para pollo blanco temperatura entre 54 a 58°C y velocidades de 110 a 130 unidades por minuto, mientras en campesino se obtuvieron temperaturas de 51 a 53°C y velocidad de 90 unidades por minuto. En estas condiciones en ambos tipos de pollo se generan menos del 10% de pluma, 1% de grados de sobre-escaldado y porcentajes de despigmentación inferiores al 26%.
PALABRAS CLAVE:
Aves, Temperatura de escaldado, Velocidad de colgado, Pluma, Despigmentación
ABSTRACT
This research aims at analyzing the effect of temperature and speed of the hanging line on the percentage of feather and depigmentation of white and pen chickens during the scalding process. The operation values of scalding temperature of and speed in accordance with the standards of quality stipulated by INVIMA, were 54 to 58°C and 110 to 130 units per minute for white chickens, and 51 to 53°C and 90 units per minute for pen chicken. Under these conditions, less than of 10% of feather, 1% of over scalding level and a depigmentation percentage inferior to 26%, were generated in both white and pen chickens.
KEY WORDS:
Chicken, Scalding Temperature, Hanging Speed, Pen, Depigmentation.
RESUMO
Este trabalho tem como objetivo estudar o efeito da temperatura e da velocidade da linha de suspensão, na percentagem de penas e despigmentação de aves brancas e camponesas, durante o procedimento de escaldado. Os resultados da temperatura de escaldado e da velocidade obtidos foram consistentes com os padrões de qualidade estabelecidos pelo INVIMA. A temperatura para o frango branco foi de 54-58°C e a velocidade de 110 a 130 unidades por minuto, enquanto que a temperatura para o frango camponês foi de 51 a 53°C e a velocidade de 90 unidades por minuto. Sob estas condições em ambos tipos de carne de frango são obtidos valores inferiores a 10 de penas, 1% de graus de sobre-escaldado e percentagens de despigmentação menores a 26%.
PALAVRAS-CHAVE:
Aves, Temperatura de Escaldado, Velocidade, Suspensão, Penas, Despigmentação.
INTRODUCCIÓN
La industria de producción de carnes es un sector importante en el país, representando el 1,8% de la producción bruta generada por el total de la industria manufacturera nacional, y el 6,8% de la industria de alimentos. Para obtener un producto con las características deseadas por los consumidores es necesario un buen manejo desde la producción hasta la presentación a nivel de anaquel, por lo cual es de interés en el sacrificio de aves aplicar tecnologías de punta en operaciones del proceso de beneficio, específicamente en las etapas de recepción, escaldado, desplume, evisceración, enfriamiento, empaque y almacenamiento [1,3].
El escaldado es una de las etapas más importantes a controlar después de la recepción, porque variables como la temperatura y velocidad en la línea afectan el porcentaje de pluma y despigmentación en cualquier tipo de ave blanca o campesina. En el escaldado, un inadecuado manejo ocasiona pérdidas de peso por deshidratación que oscilan entre el 0,5% y el 2% respecto al peso del pollo vivo [4]. Un buen desplume proviene de un escaldado adecuado, lo cual implica tener en cuenta los siguientes aspectos: que los dedos estén completos, con permanente suministro de agua para limpieza, que se disponga de una determinada cantidad de peladoras para que el ajuste del equipo sea gradual, y no se presenten problemas de calidad como el desgarramiento de la piel, dislocación de la cabeza, problemas distinguibles por la ausencia de sangre alrededor de la rotura de la piel, rotura de patas y enrojecimiento de áreas como la espalda y los muslos [5].
Según Aviagen, los aspectos de mayor importancia en la producción comercial del pollo, son porcentaje de pluma por debajo del 3%, pigmentación total de la canal en el caso de pollo campesino, porcentaje de epidermis por debajo del 3%, canal sin sobre-escaldado y fácil accesibilidad del producto, minimizando así la variabilidad del producto final [6,7].
Muchas empresas beneficiadoras de pollo realizan por ensayo y error el control de las variables que determinan la cantidad de pluma y sobre-escaldado para el pollo blanco, y despigmentación para el campesino. En este trabajo se determinaron los efectos de la temperatura y de la velocidad de la línea de colgado en el porcentaje de pluma y despigmentación de aves blanca y campesina durante el proceso de escaldado y los valores de operación acordes a los estándares de calidad establecidos por INVIMA [8, 9,10].
MÉTODO
Se realizaron ensayos experimentales considerando los procedimientos operativos estándares (POES), aplicados en el manejo de pollo para beneficio y las condiciones de operación [11,12,13,14], acorde con la norma NTC 3644-1[10]. Se utilizaron las escalas establecidas en la etapa de medición del grado de sobre escaldado para pollo blanco y porcentaje de despigmentación para pollo campesino y se registró el porcentaje de pluma.
Según los cambios efectuados en la velocidad de la línea, el número de pollos por minuto y la temperatura del agua del tanque de escaldado, el cual consta de dos secciones a diferentes temperaturas, se analizó el efecto sobre el porcentaje pluma, de despigmentación y sobre escaldado en pollo blanco y campesino [11,14].
Determinación del tamaño de muestra
Se determinó el número de experimentos [15,16] de acuerdo con el lote (10.000 a 35.000 aves), el tiempo de medición (turnos de 8 horas), la disponibilidad de materia prima y el tipo de proceso (continuo). El tamaño de la muestra de 315 aves para cada experimento, se obtuvo mediante tablas militares de control estadístico de la calidad [17]: MIL STD 105D y MIL STD 414/Z1.9 bajo las siguientes condiciones: Nivel de Calidad Aceptable (NCA) de 3%, con un nivel general de inspección de II, tamaño del lote igual al 100% de la población sacrificada en un turno de 8 horas (correspondiente a 30.000 aves en promedio) y muestreo sencillo (para disminuir el costo por unidad de muestra) [17].
Diseño experimental aplicado a las aves escaldadas
Se eligió un diseño factorial bloqueado [16] para comparar las medias de los tratamientos, con 3 repeticiones y 5 tratamientos. Según el tipo de ave se trabajó con tres velocidades, se fijó el rango de variación de la temperatura del agua en la escaldadora y se evaluaron las variables: porcentaje de pluma con el cual sale el ave después de la desplumadora, porcentaje de despigmentación y sobre escaldado [18,19].
Fase experimental: medición y evaluación de las variables
Las mediciones para las variables fueron continuas durante un mes en el turno de 6 a.m. a 3:30 p.m. Entonces para la temperatura del agua y el tiempo de inmersión de la canal, se mantuvo constante el vapor inyectado y el flujo másico [18,19]. Se utilizó la tabla militar estándar 414 y la cantidad de aves que ingresan a la planta de sacrificio por cada turno [9], para estimar el porcentaje pluma.
En esta medición se manejó un valor límite de 10%±1 para el porcentaje de pluma en la canal antes de los puntos de control y después de ellos un valor de 3%±1.
La cuantificación de las variables sobre escaldado de pollo blanco y grado de despigmentación en pollo campesino, se realizó mediante una escala basada en la de Osgood [20] por cada parámetro, en donde se manejan valores positivos y negativos de cada ítem, lo que permitió medir el grado en el que se encuentran las aves después del proceso de desplume y un muestreo significativo según la tabla militar estándar 105 [16].
En el caso de las aves blancas el sobre-escaldado se cuantificó en el área de la pechuga, por ser la zona de mayor sensibilidad y evidencia, ya que contiene más tejido muscular que al ser sometido al calor sufre un proceso de cocción.
Esta variable se determinó con las escalas dadas por el INVIMA, quien establece como grado 2 el ave que se debe descartar porque se encuentra en un deterioro mayor; grado 1 el ave alcanza el sobre escaldado pero en menor intensidad, y el grado 0 la canal no ha sufrido sobre escaldado [20].
En pollo campesino el grado de despigmentación se cuantificó en zonas de mayor incidencia como la pechuga y la rabadilla. Se definió una escala comparativa donde aves que presentan más del 40% de estas zonas afectadas se consideran grado 2 (el más crítico), el grado 1 es un rango aceptable para la calidad del producto y el grado 0 cuando no se presenta ningún grado de despigmentación [20].
RESULTADOS
Resultados de la medición de las variables en el escaldado
En los cuadros 1 y 2, se presentan las mediciones de las variables del proceso de escaldado para cada tipo de pollo [21].
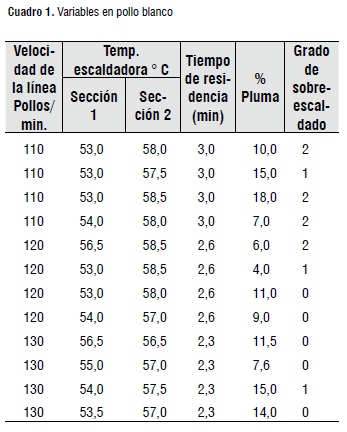 Cuadro 1
Cuadro 1
 Cuadro 2
Cuadro 2Se observa que las variaciones de temperatura afectan los porcentajes de pluma y sobrepasa los límites establecidos del 10% antes de los puntos de control, indicando un proceso no controlado, con respecto al sobreescaldado y despigmentado y la necesidad de establecer una relación entre el porcentaje de pluma, el grado de sobreescaldado en pollo blanco y despigmentación en pollo campesino.
Para el pollo campesino se debe mantener la epidermis [11], por ello se manejaron temperaturas hasta de 53°C en la primera escaldadora y de 54°C en la segunda a una velocidad de 90 pollos/minuto.
Diseño experimental: análisis de varianza
En el cuadro 4 se resumen los resultados de los análisis de varianza para las variables.
 Cuadro 4
Cuadro 4Se observa que con un a= 0.05 en todos los casos, los F0 son mayores a los Fα =F4,8,=3,84=0,0384, por lo tanto se rechaza H0, y se acepta la Ha ,lo que indica que el tipo de tratamiento afecta las variables de estudio en ambos tipos de pollos [16].
Efecto de la temperatura y velocidad de la línea de colgado en las variables de estudio para pollo blanco
El efecto de las variables temperatura del agua de escaldado y la velocidad de la línea de colgado en el porcentaje de pluma y sobre-escaldado de pollo blanco se muestran en las figuras 1, 2 y 3.
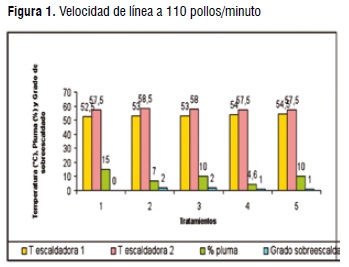 Figura 1
Figura 1En la figura 1, se observa el efecto de los cambios de temperatura, a velocidad de la línea a 110 unidades/ minuto, en el porcentaje de pluma y el grado de sobre-escaldado.
A esta velocidad y temperatura de 54°C en la primera parte de la escaldadora y de 57,5°C en la segunda parte de ella, existe menor porcentaje de pluma y un grado de sobreescaldado aceptable.
A temperatura de 52,5°C en la primera parte, se produce sobreescaldado, y el porcentaje de pluma es superior al rango aceptable de 10% después de las máquinas desplumadoras. A valores superiores a 57,5°C en la segunda sección se presenta sobreescaldado grado 2.
En la figura 2 se observa el efecto de la temperatura a velocidad de 120 pollos por minuto en el porcentaje de pluma y el grado de sobre escaldado.
 Figura 2
Figura 2Se obtiene un porcentaje de pluma del 4,8% y un grado de sobre escaldado de 1. A temperaturas en la primera escaldadora por debajo de 54°C, el porcentaje de pluma se incrementa y se disminuye el grado de sobre-escaldado.
En la figura 3 se muestra la influencia de las temperaturas en el porcentaje de pluma y sobre escaldado a una velocidad de 130 pollos por minuto.
 Figura 3
Figura 3La temperatura aceptable para esta velocidad es de 54,5°C en la primera parte y 58°C en la segunda, dando como resultado un porcentaje de pluma de 7 y un grado de sobre-escaldado de 1.
El efecto de las variables en los rangos de velocidades (110 a 130 pollos/minuto) y temperaturas (52 a 58°C), es la reducción del porcentaje de pluma por debajo del 10% antes de los puntos de control, con grado de sobreescaldado de 1.
Efecto de la temperatura y velocidad de la línea de colgado en las variables de estudio para pollo campesino
En la figura 4 se presenta el efecto de la temperatura en el porcentaje de despigmentación de pollo campesino a una velocidad de 70 pollos por minuto. Cuando se mantienen temperaturas de 51°C en la primera sección de la escaldadora y de 52°C en la segunda, es decir, una diferencia de 1°C entre ellas, el efecto es despigmentación del 5% en pechuga y 12% en rabadilla.
 Figura 4
Figura 4En la figura 5 se muestra el efecto de la temperatura en el porcentaje de despigmentación de la pechuga y la rabadilla del pollo campesino a una velocidad de 80 pollos por minuto. Se observa que el porcentaje más bajo se presenta a las temperaturas de 52 y 53°C en cada una de las partes respectivamente, dando como resultado un 10% de despigmentación en la pechuga y un 15% en la rabadilla.
 Figura 5
Figura 5En la figura 6 presenta el efecto de la temperatura en el porcentaje de despigmentación de la pechuga y rabadilla de pollo campesino a una velocidad de 90 unidades por minuto. Se observa que a temperaturas mayores de 50°C en la primera sección de la escaldadora y menores a 53°C en la segunda sección, los porcentajes de despigmentación aumentan.
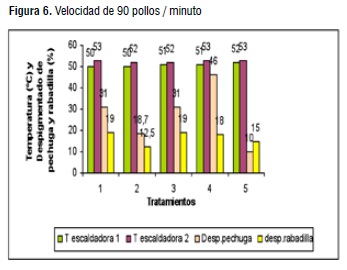 Figura 6
Figura 6En la figura 7 se compara el porcentaje de pluma y la despigmentación en pollo campesino, a velocidad de 70 unidades por minuto. Temperaturas por debajo de 53°C en ambas secciones de la escaldadora no afectan la permanencia de epidermis en el pollo. A temperaturas de 51°C en la primera sección y 52°C en la segunda, el porcentaje de pluma es 14% y se presenta la menor despigmentación tanto de la rabadilla como de la pechuga. Al emplear temperaturas por encima de 52°C en la segunda sección de la escaldadora se produce mayor despigmentación.
 Figura 7
Figura 7En la figura 8 se compara el porcentaje de pluma y la despigmentación en pollo campesino, a velocidad de 80 unidades por minuto.
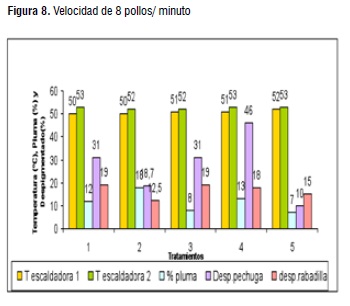 Figura 8
Figura 8Los porcentajes de despigmentación de la pechuga y rabadilla son bajos, mientras el porcentaje de pluma es menor al 10% después de las desplumadoras, indicando un efecto eficiente en las temperaturas de escaldado, las cuales corresponden a 52 y 53°C en la primera y segunda sección de la escaldadora.
En la figura 9 se compara el porcentaje de pluma y la despigmentación en pollo campesino, a velocidad de 90 unidades por minuto. Se observa que altas velocidades en el escaldado disminuyen el tiempo de contacto entre el pollo y el agua, requiriendo un incremento de la temperatura del agua para tener un buen desplume, afectando la epidermis de la canal, con despigmentación del 26% y 15%.
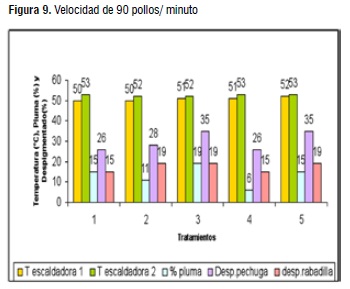 Figura 9
Figura 9Evaluando en conjunto el comportamiento de las variables de estudio en las variables de respuesta, el efecto más adecuado que garantiza calidad para cualquier tipo de ave, debe ser considerado en las condiciones de operación del proceso de escaldado [14, 21,22]. Efectos de interés son: el aumento de velocidad de la línea de colgado, aumenta la temperatura del agua, el consumo de vapor y mantiene por debajo del 10% el porcentaje de pluma antes de los puntos de control y garantiza un grado de sobre escaldado de 1 en pollo blanco. Mientras en pollo campesino conserva un porcentaje de despigmentación bajo entre el 10 y el 26%, a temperatura de 51 y 53°C en la escaldadora [23].
CONCLUSIONES
La temperatura de la escaldadora depende directamente de la velocidad a la cual se esté procesando el pollo por lo cual velocidades por debajo de 90 unidades/minuto y temperaturas entre 51 y 53°C, permiten que la epidermis quede adherida a la canal y le confiera el color amarillo característico al pollo campesino, mientras que en el procesamiento de pollo blanco, velocidades entre 110 y 130 unidades/minuto, y las temperaturas entre 54 y 58°C, el efecto no es de interés, ya que este producto no requiere epidermis al final del proceso.
El porcentaje de pluma al final de las desplumadoras, es mayor en las aves campesinas (10 a 17%) que en las blancas (5 a 11%), porque temperaturas de escaldado por debajo de 54°C, hacen que la apertura de los folículos en las aves sea menor y en consecuencia la pluma mas difícil de retirar.
En la despigmentación de pollo campesino el área que más se despigmenta es la pechuga con porcentajes de hasta el 35%, contra un 20% de la rabadillaza.
Los efectos que benefician el proceso de escaldado de pollo blanco, se orientan a manejar temperaturas en la primera parte de la escaldadora de 54 a 54,5°C y en la segunda de 57,5 a 58°C, mientras en pollo campesino de 51 a 53°C en la primera parte y 52 a 53°C en la segunda, generando un producto con un porcentaje de pluma menor al 10°, grado de sobre escaldado 1 y porcentaje de despigmentación entre 15 y 26°.
AGRADECIMIENTOS
A la Universidad del Cauca, por su colaboración, quien hizo posible esta investigación dentro de los objetivos del Grupo de Investigación en Diseño, procesos y energía.
REFERENCIAS
[1] ESPINAL G, Carlos Federico, MARTINEZ C., Héctor J. La industria de carnes frescas en Colombia (res, cerdo y pollo). Bogotá, 2005. [ Links ]
[2] FELDMAN, Paula. Guía de aplicación de buenas prácticas de manufactura, faena y procesamiento de pollos barrilleros. Argentina: s.n., 2002. p. 4. [ Links ]
[3] FEDERACIÓN NACIONAL DE AVICULTORES, Producción de pollos y huevo cae 5% en el 2009. [En línea]. Bogotá (Cundinamarca, Colombia). junio del 2009. [Citada el 5 de agosto del 2009]. Disponible en Internet:URL: http://www.fenavi.com/prensa/noticias/noticias_det.php [ Links ]
[4] RICAURTE G, Sandra Lissette. Problemas del pollo de engorde antes y después del beneficio pollo en canal. [En línea]. Bogotá (Cundinamarca, Colombia). Junio del 2005. [ Links ]
[5] Alimentos; Escaldado de alimentos [En línea]. Bogotá (Colombia). Consumer, 2009. [Citada el 20 de septiembre del 2009].Disponible en Internet: URL:http://www.consumer.es/seguridad-alimentaria/ciencia-y-tecnologia/2009/05/25/185488.php [ Links ]
[6] AVIAGEN. Manual de manejo de pollo de engorde Ross. Scotland, (United Kingdom): Aviagen. 2002. p.6. [ Links ]
[7] GRANADOS, S. y GALINDO, F. Manual de pollo de engorde Ross. [En línea]. Bogotá (Cundinamarca, Colombia). Windows Live, junio del 2007. [Citada el 14 de enero del 2009]. Disponible en Internet: URL:http://produccionavicola2007.spaes.live.com/blog/cns!20A2881BEAA3F611!159.entry [ Links ]
[8] REPÚBLICA DE COLOMBIA. MINISTERIO DE SALUD, Decreto 2278, se reglamenta parcialmente el título V de la ley 09 de 1979 en cuanto al sacrificio de animales de abasto público 09 para consumo humano y el procesamiento, transporte y comercialización de su carne. Bogotá 2 de Agosto de 1982. [ Links ]
[9] MINISTERIO DE LA PROTECCIÓN SOCIAL, Decreto 1500, se establece el reglamento técnico a través del cual se crea el Sistema Oficial de Inspección, Vigilancia y Control de la Carne, Productos Cárnicos Comestibles y Derivados Cárnicos. Bogotá. [ Links ]
[10] MINISTERIO DE SALUD, Resolución 4287, por la cual se establece el reglamento técnico sobre los requisitos sanitarios y de inocuidad de la carne y productos cárnicos comestibles de las aves de corral destinadas para el consumo humano y las disposiciones para su beneficio, desprese, almacenamiento, transporte, comercialización, expendio, importación o exportación. Bogotá 21 noviembre 2007. [ Links ]
[11] LÓPEZ, E. Aspectos puntuales que afectan la calidad de las aves procesadas y el rendimiento del personal [En línea]. Barranquilla (Colombia). Engormix, enero del 2007 [Citada el 5 de enero del 2009]. Disponible en Internet: URL:http://www.engormix.com/MA-avicultura/temas/proceso-aves-deshuese-despiece-trozado_t506-p1.htm [ Links ]
[12] LÓPEZ, Eduardo. Merma de proceso: hidratación y pérdida de producto vendible. Industria Avícola. En: Industria Avícola. Julio, 2006, Vol.53 No. 10, p. 16. [ Links ]
[13] POLLOS EL BUCANERO S.A. PLAN HACCP Versión 6. Valle del Cauca. 2007. 1p3 [ Links ]
[14] NÚÑEZ, Fabio. G. El ABC del Escaldado y Desplumado [En línea]. Brasil. Engormix. Febrero del 2008. [Citada el 5 de enero del 2009]. Disponible en Internet: URL: http://www.engormix.com/MA-avicultura/industria-carnica/articulos/abc-escaldado-desplumado-t1913/471-p0.htm [ Links ]
[15] BEHAR, G., et al. El ABC del diseño de experimentos en la industria. Santiago de Cali (Colombia): Universidad del Valle. 2001. p.2, 8, 10. [ Links ]
[16] MONTGOMERY. Diseño y análisis de experimentos. México: Limusa, S.A., 2002, 175-182 p. [ Links ]
[17] MONTGOMERY. Control estadístico de calidad. México: Limusa, S.A. 1999. [ Links ]
[18] HELDMAN, Dennis y SINGH, Paul. Introducción a la ingeniería de los alimentos. Acribia. 1998. p. 499,502. [ Links ]
[19] HOWELL, John R. Principios de termodinámica para ingeniería, México, D.F: McGraw-Hill. 1990. p 601. [ Links ]
[20] RODRÍGUEZ, J. Técnicas cuantitativas. Escalas Thurstone, Bogardus y Osgood. Chile. Universidad Viña del Mar. s.a. 4p. [ Links ]
[21] Ministerio de Medio Ambiente, Ministerio de Agricultura, Pesca y Alimentación. Guía MTDs del sector de matadero y transformación de pollo y gallina. España. [ Links ]
[22] FELDMAN, Paula. Guía de aplicación de buenas prácticas de manufactura, faena y procesamiento de pollos parrilleros. Argentina: s.n., 2002. p. 4. [ Links ]
[23] DIAZ, Nady C. Comportamiento de variables cuantitativas cualitativas que afectan el producto en el proceso de escaldado de la empresa avícola Pollos el Bucanero S:A. Tesis de grado. 2010 [ Links ]

